一:适用范围
用于车削端面槽,宽槽,多个等距槽,钻孔等。
二:格式
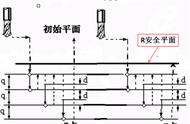
1)打孔格式:
G0 X•••Z•••;(快速定位)
G74 R •••;(R为每次钻孔的退刀量,单位为毫米)
G74 Z•••Q•••F•••;(Z为我们要打的孔的深度;Q为Z方向我们一次要打的深度,单位为微米;F为走刀速度)
2)端面槽的加工格式:
G0 X•••Z•••;(快速定位)
G74 R•••;(R为退刀量)
G74 X•••Z•••P•••Q•••F•••(X Z为槽的终点坐标值;P为车槽时X方向每次的移动量;Q跟钻孔一样为Z方向的走刀量;F为走刀速度)
三:实例

1)钻孔实例:
O0001;
G97 S800 M03;
T0101;
M08;
GO X0 Z10;
G99 G01 Z5 F1;
G74 R0.1;
G74 Z-35 Q5000 F0.1;(钻孔深度35 每次钻5个深相对上次钻孔深度后退0.1毫米再次钻孔深度5毫米以此循环直到孔钻通,最后Z方向退刀到Z5)
G0 X250 Z200;
M30;
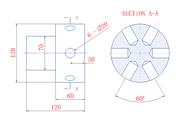
2)端面槽加工实例:

刀具:3毫米宽的端面槽刀
对刀:以槽刀右侧刀尖对X值
O0002;
G97 S500 M03;
T0202;
M08;
G0 X26 Z5;(26的值为20 2*3)
G99 G01 Z2;
G74 R0.5;
G74 X80 Z-10 P5500 Q2000 F0.06;(这里的P值为X方向的直径值)
G0 X250 Z200;
M30;
,