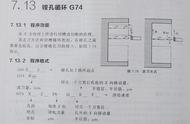
1.左旋螺纹攻丝循环(G74)
G74指令用于切削左旋螺纹孔,加工循环工作过程如图1所示。向下切削时主轴反转,孔底动作是变正转为反转,再以相同进给退出,因此也称为反攻丝循环。F表示导程,在G74切削螺纹期间速率修正无效,移动将不会中途停顿,直至循环结束。

图1 G74左旋螺纹循环
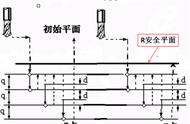
2.精镗孔循环(G76)
G76指令用于精镗孔加工。镗削至孔底时,主轴停止在定向位置,即准停,再使刀尖偏移离开加工表面,然后再退刀。这样可以高精度、高效率地完成孔加工而不损伤工件已加工表面。程序格式中,Q表示刀尖的偏移量,一般为正数,移动方向由机床参数设定。图2所示 G76精镗循环的工作过程示意图,图中P表示暂停。

图2 G76精镗孔加工循环
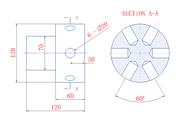
3)钻削循环(G81)
G81钻孔动作循环,包括X、Y坐标定位、快进、工进和快速返回等工作。需注意,如果Z方向是的移动量为零,则该指令不执行。G81 也成为定位钻,指令动作循环如3所示。

图3 G81 钻孔循环
4)钻镗阶梯孔循环(G82)
G82指令除了要在孔底暂停外,其他动作与G81相同,如图4所示,暂停时间由地址P给出。G82指令主要用于加工盲孔,以提高孔深精度。需注意,如果Z方向是的移动量为零,则该指令不执行。

图4 G82 钻、镗孔循环
,