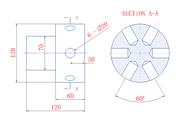
图6刀具路径
加工程序如下:
O0081;
G91 G28 Z0;(刀具返回参考点换刀)
G28 X0 Y0;
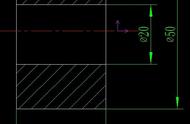
T01 M06;(ϕ19.8的钻头)
G90 G54 M3 S420;(设定加工初始状态)
G00 X-120.0 Y70.0;
G43 Z100.0 H01;(调1号刀长度补偿值)
M98 P1081;(调用子程序)
M05;
G91 G28 Z0;
G91 G28 X0 Y0;
T02 M06;(换ϕ20的铰刀)
G90 M3 S520;
G00 X-120.0 Y70.0;
G43 Z100.0 H02;(调2号刀长度补偿值)
M98 P1081;
M05;(设定加工结束状态)
G91 G28 Z0;
G28 X0 Y0;
M30;
O1081;
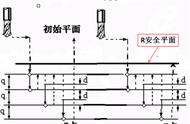
G98 G81 Z-24.0 R5.0 F30;(采用一般钻孔加工,刀具加工完毕后返回初始高度,同时该指令也可用于铰孔)
Y-70.0;
X120.0 Y70.0;
Y-70.0;
G0 Z100.0;(G0也可以像G80一样取代G81)
M99;
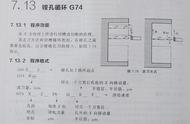
下次讲钻削深孔指令(G73/G83)
拒绝混日子的朋友来学编程吧!如果你想学的话你可以加作者获取视频资料软件学习。因很多粉丝想跟作者交流 特此申请了个数控交流群 大家一起学习一起交流 有想一起交流的朋友可以私信作者,群里也提供免费的视频资料 UG软件等各种一切免费
关注小编后获取
不要只是索取,请在评论区留言支持小编!
在评论区留言,关注后私信“2020”,小编将逐一发送给您
需要先在评论区留言!