1)绝对坐标编程常用代码X和Z表示;增量坐标编程时用U 和W表示,可按绝对坐标、增量坐标或两者混合编程。--般不用G90、G91指令。
2)由于车削常用的毛坯为棒料或锻件,加工余量较大,可充分利用各种固定循环功能,达到多次循环切削目的。
3)直径方向按绝对坐标编程时常以直径值表示,按增量坐标编程时,以径向实际位移量的2倍值表示。
常用指令介绍:GOO、GO1、GO2、GO3
快速点定位: G00X (U)_ Z (W)_ ; 直线插补: G01X(U)_Z(W)_F_;
圆弧插补: (G02 G03) X (U)_ Z(W)_ I_ K_ F_ :( G02 G03) X (U)_ Z(W)_ R_ F_
按增量坐标编程时程序段为:GO1 U0.0 W-20.0 F50 ; GO2 U20.0 W-20.0 R25.0;
按绝对坐标编程时程序段为:GO1 X30.0 Z50.0 F50; GO2 X50.0 Z30.0 R25.0;

F、S指令设置: G99 F_ ; (每转进给模式);G98 F_; (每 分钟进给模式)
恒切削速度的设置方法为:G96 S_ ; (S的 单位为m/ min)也可设置成:G97 S_ ; (S的单位为r/ min)
恒切削速度设置时,为防主轴转速过高,预先设置主轴最高转速,指令格式为 :G50 S_ ; (S的单位为r/ min)
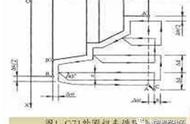
G96 S150表示切削点线速度150 m /min。为保持 A、B、C各点的线速度在150 m /min,则各点在加工时的主轴转速分别为: 如图所示:

暂停指令G04:在车削加工中,该指令可用于车削环槽、不通孔以及加工螺纹等场合。

G04 U_(或P)_;
在G98进给模式下,指令中输入的时间即为停止进给的时间;在G99进给模式下,则为暂停进刀的主轴回转数。
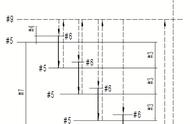
单一形状圆柱切削循环,如图所示: