指令格式:

在采用G71、G72、G73指令进行粗车后,用G70 指令可以作精加工循环切削,程序段格式为 G70P_Q_; 端面切断循环G74 ◆外径、内径切断循环G75 ◆复合螺纹循环G76
工件坐标系设定要G50

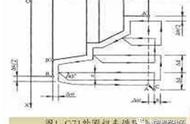
其它指令:刀尖半径补偿G41\G42\G40,一般车刀均有刀尖半径,即车刀刀尖部分有一圆弧构成假想圆的半径值。

用假想刀尖编程时,当车外径或端面时,刀尖圆弧大小并不起作用,当车削倒角、锥面或圆弧时,则会引起过切或欠切。

指令格式:
在采用G71、G72、G73指令进行粗车后,用G70 指令可以作精加工循环切削,程序段格式为 G70P_Q_; 端面切断循环G74 ◆外径、内径切断循环G75 ◆复合螺纹循环G76
工件坐标系设定要G50
其它指令:刀尖半径补偿G41\G42\G40,一般车刀均有刀尖半径,即车刀刀尖部分有一圆弧构成假想圆的半径值。
用假想刀尖编程时,当车外径或端面时,刀尖圆弧大小并不起作用,当车削倒角、锥面或圆弧时,则会引起过切或欠切。














Copyright © 2018 - 2021 www.yd166.com., All Rights Reserved.