上节我们讲解了钻削固定循环指令G81、G82的使用方法,今天我们继续讲解深孔钻循环指令G83与G73指令的使用方法。
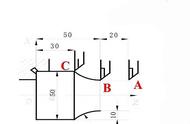
在钻削加工中使用高速钢钻头时,当孔的深度超过孔直径的3倍时,我们就不建议使用G81指令,因为在钻削时会产生大量铁屑,如图示(1),我们之前讲过刀具切削过程中会产生热量,这70%左右的切削热量是被铁屑带走的。当随着钻孔深度增加时,铁屑的排出将会受到影响,如铁屑不能流畅地排出,将影响孔的加工质量及刀具寿命。这时我们就要通过另外一个指令来保证铁屑的正常排出,这就是今天我们讲到的G83指令。


图示(1)
G98G83X..Y..Z..R..Q..F..其中G83为深孔钻固定循环指令,X..Y..为钻孔位置坐标,Z为钻孔深度,R为钻削起始点与返回点,Q为每次钻削深度(编程时采用负值,Q值从R点平面开始执行,不是从Z0位置执行),F为钻削加工的进给速度。编程格式如:G98X0Y0Z-30R5Q-2F100;
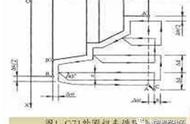
G83的指令动作是刀具以G00速度到达R点高度,从开始执行Q值,刀具从R点按照F的进给速度执行完第一个Q值后以G00的速度快速返回R点,然后快速返回Q值点位,从Q值点位按照F值的进给速度运行到Q Q的位置,以此类推直至加工到指定深度,详见图示(2)

图示(2)
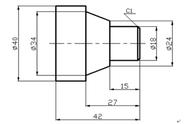
下面我们将图示(3)中的5个D10孔用G83指令代码经行程序编制,见图示(4)