导读:激光拼焊成形性能研究表明:⑴激光拼焊后焊接强度比一般焊接强度有明显提高,厚度比率的变化对强度的影响没有材料等级比率大。⑵随着拼焊厚度差异和强度差异的增加,成形性能逐渐降低。⑶拼焊板的拉伸破坏方式一般有两种,一种是当焊缝与拉伸方向一致时,由于焊缝的塑性比母材低,焊缝部位往往被拉断;另一种是当焊缝与拉伸方向垂直时,薄的材料容易产生减薄而拉破。拉破。
在制件拉深成形批量生产过程中,由于连续拉深成形,拉深模凹模表面与板料表面之间摩擦生热,模具零件内部热量积累导致温度升高,且因热膨胀使得模具凸、凹模间隙减小,增大了压边圈、凹模和板料之间的摩擦力,严重影响成形裕度较小的冲模的生产稳定性。
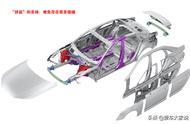
生产案例某车型车门内板为厚度不等的DC06激光拼焊板,最厚板料为1.4mm,最薄板料为0.7mm,如图1所示,在连续批量生产时,制件出现起皱、开裂、拉伤现象(图2),导致无法正常生产,造成大量的停线和维修时间,给工厂的生产、能源造成非常大的浪费。
原因分析⑴拉深模平衡块高度不合理,压边圈和凹模的整体间隙小于板料厚度。经实际测量,薄板区域间隙约为0.65mm,而板料厚度为0.7mm,当压边力发生变化时,压边力波动大部分反馈到对板料施加的压力上,降低制件拉深成形时抵抗压边力波动的能力,降低拉深模的成形裕度。

图1 某车型激光拼焊门内板
⑵拉深模调试初期,压边圈与凹模对板料施加的摩擦力较大,增大了板料的流动阻力,导致制件开裂。为了减小阻力,钳工错误地将拉深筋修低,导致拉深时主要依靠压料面的摩擦力控制板料流动,而压料面的摩擦力与压边力成正比,当压边力波动时,摩擦力发生波动,影响板料的流动稳定性,降低了制件生产的稳定性,如图3所示。
⑶压料面研磨不合格,拉深筋阻力小,导致批量生产时凸凹模间隙小的位置发热量大,热膨胀使得间隙进一步减小,压边力增大,摩擦力增大,最终导致制件相应位置发生开裂或拉伤。

图2 激光拼焊板拉深起皱、开裂和拉伤
问题解决方案板料流动的阻力主要有两个来源:一是拉深筋产生的阻力,这是板料流经拉深筋产生变形而获得的对板料流动的阻力,因为拉深筋的形状已经固定,当压边力大到足以使拉深筋变形时,只要板料在流过拉深筋的时候变形充分,即使压边力在大于拉深筋成形力的范围内波动,拉深筋阻力也可保持相对恒定的数值。二是压料面对板料的摩擦力,该力为压边力与摩擦因数相乘,由于摩擦因数为常数,因此压料面对板料的摩擦力随着压边圈和凹模对板料施加的压力变化而改变。
解决上述拉深不稳定问题的主要思路是:在板料流动阻力中,尽可能增大拉深筋产生的阻力,减少压料面对板料的摩擦力,使拉深成形主要依靠拉深筋阻力控制板料流动,减少依靠压边圈和凹模对板料的摩擦力的控制。避免摩擦力过大导致模具产生热量,造成热膨胀致使凹模与压边圈间隙减小,从而增大摩擦力的恶性循环,降低生产稳定性。

图3 拉深模厚薄板间隙图
保持压边圈和凹模间隙稍大于板料厚度是板料拉深稳定实现的手段,实现的方法如下。
⑴调整平衡块,使凹模与压边圈的间隙均匀,平衡压边圈上的压力,避免出现局部压力过大或过小的现象,如图4所示。