通过《ET7车身结构与涂胶连接》这篇文章,我们了解到了新能源汽车的车身结构与涂胶的质量要求,涂胶工艺是汽车白车身制造过程中非常重要的环节,随着汽车制造工艺水平的提高,车身涂胶的品种、性能和工艺规范正不断的优化改进,涂胶设备也逐渐更新换代。
目前,很多汽车制造企业已采用机器人涂胶的方式,保证了涂胶质量的稳定可靠,以满足车身的结构强度、减振降噪、NVH以及防锈密封的要求。
随着近20年来汽车行业的快速发展,国内汽车用胶厂家已有上千家,在主要品种上已基本可以满足需要,但在提高产品质量和适应汽车大批量流水线生产工艺方面,尚需做进一步的优化工作,进口用胶的依赖性仍然很高,机械化程度和标准作业同国外先进水平相比还有较大差距,配套的涂胶设备也过多的依赖进口。这些都已成为国内汽车用胶面临的亟待解决的问题。
未来汽车的发展方向是节能环保和轻量化,车身用胶也必然朝着绿色、环保和节能的方向发展。考虑目前大部分车身胶粘剂均为流体膏状物,易污染环境,固体胶逐渐代替流体胶应用在车身,例如密封用胶条、隔振胶带、补强胶片、结构胶片和膨胀胶块等已在部分车企得到了应用和推广。轻型材料如铝等,在车身上的应用日益广泛,多种不同材料、材质的粘结,对汽车用胶也提出了新的挑战,未来汽车用胶需要在粘结轻型材料和复合材料上进行突破。
兼顾高性能,绿色环保,低成本方面的开发的同时,我们更多的应该关注客户的需求,对于车身涂胶连接设计规范方面,我们也应该有更深刻的了解和认识,下面,螺丝君就和小伙伴们一起了解一下新能源车辆的白车身涂胶连接设计和规范,主要从结构胶、减震胶、折边胶、密封胶4种类型的胶进行介绍。
01 结构胶定义与设计原则
1.1 结构胶定义
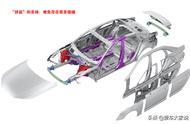
以环氧树脂为基材的结构胶,具有一定的结构强度,能够有效地将车身结构件粘接在一起。应用于车身结构连接区域,主要作用是与SPR、点焊等刚性连接结合,提高整体刚度、也起到一定的密封与减震降噪的作用。结构胶主要是以改性的环氧树脂为基体的热固化结构胶,形成具有很高的拉剪强度和疲劳强度粘接结构(下图示意)。

结构胶应用于受力结构件胶接场合,能承受较大动负荷、静负荷,并能长期使用的胶粘剂,代替螺栓、铆钉或焊接等形式用来接合金属、塑料、玻璃、木材等的结构部件,属于长时间经受大载荷、而性能仍可信赖的胶粘剂。除了在白车身的应用外,还应用于动力电池中,主要用于粘接电芯与电芯、电芯与泡棉、电芯和模组外壳等,使电芯与模组成为一体化,满足模组的振动、冲击和跌落等要求。
1.2 结构胶设计原则
① 结构胶适用于金属零件间隙小于1mm的结构粘接;
② 对于需要定义结构胶密封特性的,间隙应小于1mm,特殊需求、应用需要做逐一讨论。
③ 车身性能部门根据性能与设计要求,对于关键工位可以按照15mm宽度进行设计,搭接宽度应满足15mm-20mm。

内外翻边预留至少2mm,如搭接区域有防腐要求,则要求必须100%涂胶覆盖。

具体的设计要求如下(参考下图):
a:面板间隙
b:层压后的宽度
d:胶粘剂直径
结构胶作为密封检查项目的位置(以YCYS清单为准):
① a≤1mm(含公差),d 推荐为:(3-6)mm(如仅密封要求,b≥5mm,允许溢胶,如有连接要求,b≥10mm)
② 1<a≤ 2mm(含公差),b≥5mm,d推荐≥6mm,允许溢胶;
PVC(聚氯乙烯)作为密封,结构胶作为辅助:
① 如果只有辅助密封要求,则质量没有特别要求,可在R角连续涂胶。
② 如有连接强度要求,b≥10mm。
如果不适用上述场景,那就具体问题再进行讨论和分析。