设计上要求,压开后的胶条和孔边缘距离一般在5mm左右,R角处的结构胶,如数模不设计,工程上可以按照工艺R角处连续涂胶。

02 折边胶定义与设计原则
2.1 折边胶定义
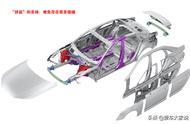
以环氧树脂为基材的加热固化后的折边胶,具有良好的抗流性性能,受热时无腐蚀气体放出、抗腐蚀性好,不含溶剂和PVC,与油面钢板和镀锌层有良好的粘合力。应用于车门、发动机盖等的包边,采用粘接方法无应力集中现象,抗冲击效果好。与点焊比较,可减少车身上的焊点,使工艺更加美观,抗疲劳强度优于点焊。增加包边和连接钣金之间的连接力,实现防水、防尘、防锈并提高整体刚性。

具有以下工艺特点:
1、根据不同的车型、不同部位、不同要求进行折边胶的选择;
2、涂胶部位和数量要正确;
3、冬季用胶时要选择粘度较低的产品,易于施工;
4、转角部位不要打胶,部分包边有缺口,容易挤出。
随着胶品种和性能的发展,目前应用已经不局限于四门两盖,开始在车身内部如顶盖梁等部位与点焊一起应用,增加空腔结构强度,减少局部应力,提高结构韧性,降低腐蚀。
2.2 折边胶设计原则
2.2.1 封边粘接距离需要遵循以下原则:
适用于外板情况:
a = 6mm ~ 8mm,
b = 2mm,
L = 12mm,
D = 3mm。
适用于mini玻璃球内胶 D=0.15~0.25mm
(具体见如下示意图)

2.2.2 折边胶厚度范围:
胶粘剂厚度范围—前盖:
1、胶粘剂内添加的玻璃微珠粒径为0.15mm~0.25mm,设计间隙=0.2mm;
2、3D数据应设计为无厚度的片体(胶宽需要和内外钣搭接面宽度保待一致,如果钣金搭接面宽度不足,也允许某些位置设计宽度<10mm);