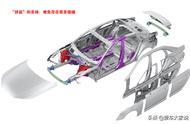
图4 压边圈受力分布图
⑵压边力F可以分解为作用于板料的压力F1和作用于平衡块的压力F2,F1的作用是保证拉深时拉深筋能够充分成形,并保证产生的阻力不让与压边圈接触的板料发生起皱。由于压边圈与凹模间隙大于板料厚度,当压边力F增大时,增加的压力大部分分解给F2而作用于平衡块上,只有少量的力分解给F1而作用于板料上,用公式表示为F=F1 F2。由于F1无变化或者变化很小,压边圈对板料摩擦力的影响很小,而拉深筋的阻力为恒定数值,因此板料流动的阻力可以保持较为稳定的数值。
⑶重新调整平衡块后,由于凹模和压边圈间隙增大,板料流动阻力减小,需要对局部拉深筋进行调整。
问题解决过程首先,拆卸平衡块,对压料面进行重新研磨,使研磨面着色均匀。随后,安装并调整平衡块,使压边圈与凹模间隙均匀,并且控制其间隙稍大于板料厚度(0.7~0.75mm)。此时,由于压边圈与凹模间隙比以前增大了约0.15mm,导致拉深时在同等压边力情况下,压边圈与凹模对板料的阻力减小,制件起皱严重,如图5所示。

图5 拉深起皱
根据重新调整平衡块后的拉深件状态,对起皱对应位置的拉深筋进行补焊加强处理,如图6所示,以增大板料流动的阻力,解决起皱问题。
调整拉深筋后,拉深过程主要依靠拉深筋阻力控制板料的流动,制件成形质量良好,无起皱、开裂现象,如图7所示。

图6 拉深筋补焊区域

图7 起皱、开裂消除
结束语针对激光拼焊板的工艺特性及材料性能,在前期设计时,借助强大的CAE软件模拟功能,通过技术人员对不同零件冲压工艺的分析、研究和优化,再加上后期模具调试人员的现场调试,我司模具设计与制造水平以及产品质量一定能够得到更大的提升。
作者简介
唐小龙,冲压规划师,主要从事冲压工艺工装(模具)开发过程质量控制、冲压工装验收、项目工艺规划方案编制工作,拥有3项实用新型专利。
——文章来自《锻造与冲压》第6期
,