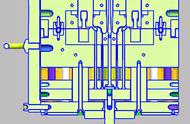
如图所示:
冻箱小抽屉
材质:PC
PC对应力作用很敏感,成型后不仅容易在产品里面形成残余应力,而且在不大的外力下脆化断裂,这种也叫应力开裂。
冻箱小抽屉最开始采有一点进胶,造成产品翘曲变形,后来改成热流道四点进胶,就解决了产品翘曲变形的问题。


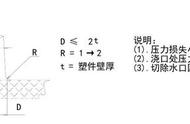
如图所示:
进胶侧为产品装配外观面,而且表面为高光面,进胶点放在装配外观面时会造成进胶点附近有流痕,有料花、有气纹等不良因素,
而进胶点对面却没有装配要求,而且进胶点对面外观面要求不是很高,最优方案是将进胶点设置在外观面要求不高的一侧为最佳。

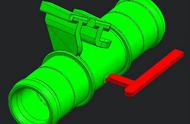
如图所示:
产品正常情况下前后模就可以正常出模,而且采用三板模3点进胶就比较OK.
但图片所示为侧进胶,造成了产品排气不良,而且不良充填,产品两侧的肉厚也不均匀,如果产品内径比较小的情况下,会造成内径型芯长期受到充填压力的情况下变形。

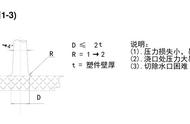
如图所示:
鱼刺骨的形状,最开始采用侧进胶,造成了产品排气不良,而用鱼刺骨中间还产生了结合线,在进行功能测试过程是易断裂。
经过优化进胶点:
进胶点优化到端部后,解决产品排气不良的问题,同时也解决了鱼刺骨产生结合线的问题。