浇口,亦称进料口,是连接分流道与型腔熔体的通道。浇口选择恰当与否,直接关系到注塑制品能否完好、高质量地注射成型。浇口位置对熔体流动前沿的形状和保压压力的效果都起着决定性的作用,因此,也决定了注塑制品的强度和其它性能。
一.浇口的类型与位置
在注塑模设计中,按浇口的结构形式和特点,常用的浇口形式有下列11种:
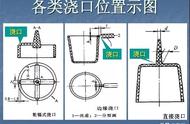
1.直浇口
即主流道浇口,属于非限制性浇口。
优点:塑料熔体由主流道的大端直接进入型腔,因此具有流动阻力小、流程短及补给时间长等特点。这样的浇口有良好的熔体流动状态,熔体从型腔底面中心部位流向分型面,有利于排气;这种浇口形式使注塑制品和浇注系统在分型面上的投影面积最小,模具结构紧凑,注塑机受力均匀。每晚八点有免费直播课程学习,私信老师即可免费学习!
缺点:进料处有较大的残余应力,容易导致注塑制品翘曲变形,同时浇口较大,去除浇口痕迹较困难且痕迹较大,影响美观,所以,这类浇口多用于注射成型大中型长流程、深型腔、筒形或壳形注塑制品,尤其适合于聚碳酸酯、聚砜等高粘度塑料。另外,这种形式的浇口只适合于单型腔模具。
在设计这类浇口时,为了减小与注塑制品接触处的浇口面积,防止该处产生缩口、变形等缺陷,一方面应尽量选用较小锥度的主流道锥角(为2-4°),另一方面应尽量减小定模板和定模座的厚度。

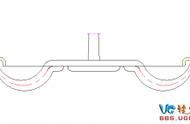
2.护耳浇口
护耳浇口主要用于高透明的平板形塑料制品及变形要求很小的塑料制品。
优点:护耳浇口是在型腔侧面开设耳槽,熔体通过浇口冲击在耳槽侧面上产生摩擦热,从而改善了流动性,经调整方向和速度后,在护耳处均匀而平稳地进入型腔,可以避免喷流。
缺点:浇口切除较为困难,浇口痕迹较大。
3.点浇口
点浇口尤其适用于圆桶形、壳形及盒形塑料制品。对于较大的平板形塑料制品,可以设置多个点浇口,以减小翘曲变形;对于薄壁塑料制品,浇口附近的剪切速率过高,残余应力大,容易开裂,可局部增加浇口处的壁厚。
优点:点浇口位置限制小,浇口痕迹小,开模时浇口可自动拉断,有利于自动化操作。
缺点:注塑压力较大,多数情况下必须采用三板模结构,其模具相对较复杂,成型周期较长。
4.潜伏式浇口
优点:潜伏式浇口位置比较灵活,可在塑料制品内外表面进胶。流道开设在分型面上,浇口潜入分型面下,熔料斜向进入型腔。由于在塑料制品和流道分别设置推出机构,开模时浇口自动被切断,流道凝料自动脱落。同时,其模具结构较三板模结构简单,大大提高了生产效率,并可降低成本。
缺点:对过韧(如PA类)或过脆(如PS类)的塑料并不适用,前者不易切断,后者易于断裂,容易堵塞浇口。
5.月亮形浇口
月亮形浇口,其实是一种圆弧形潜伏式浇口的结构形式,一般用于二板模,采用分型面直接进胶方式,制成两块镶件拼合,其分流道及浇口都设计在镶件上。
优点:可在制品底面进胶,具有点浇口的特点,浇口痕迹小,顶出时能自动拉断,容易实现自动化。如将其顶出销头部做成锥形,在流道设置推出机构,有利于顶出。
缺点:形状较复杂,需要用电极加工浇口。
6.环形浇口
对型腔填充采用圆环形进料形式的浇口称为环形浇口。
优点:进料均匀,圆周上各处流速大致相同,流动状态好,容易排除型腔中的空气,并可避免熔接痕。由于浇口设计在型芯上,环形浇口主要用于成型圆筒形无底塑料制品。
缺点:浇注系统耗料较多,浇口去除困难,浇口痕迹明显。
7.伞形浇口
伞形浇口是环形浇口的特殊形式,主要应用于质量要求很高的短粗管形塑料制品。
优点:进料均匀,无熔接痕产生,排气良好。
缺点:去除流道必须采用切削加工,增加了成本。
8.盘形浇口
盘形浇口实际上是顶角为180°的伞形浇口,用于内孔较大的圆筒形塑料制品,或具有较大长方形内孔的塑料制品,浇口在整个内孔周边上。
优点:具有伞形浇口的特点,塑料熔体从内孔周边以大致同步的方式注入型腔,型芯受力均匀,可以避免熔接痕,排气顺畅。
缺点:会在塑料制品内缘留下明显的浇口痕迹。
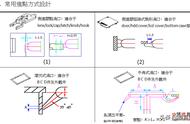
9.侧浇口
国外将侧浇口称为标准浇口。
侧浇口一般开设在分型面上,塑料熔体从内侧或外侧充满模具型腔,其截面形状多为矩形(扁槽),改变浇口宽度与厚度,可以调节熔体的剪切速率及浇口的冻结时间。这类浇口可根据注塑制品的形状特征选择其位置,加工和修整方便,因此它的应用较广泛。
优点:浇口截面小,能减小浇注系统熔料的消耗量,去除浇口容易,痕迹不明显。适合于各种形状的注塑制品,但对细长桶形注塑制品不宜采用。
缺点:注塑制品和浇口不能自行分离,存在熔接痕,注塑压力损失较大,对深型腔注塑制品的排气不利。
10.扇形浇口
扇形浇口一般开设在分型面上,从型腔外侧面进料,浇口沿进料方向逐渐加宽,厚度则逐渐减薄。从浇口进入型腔的塑料熔体波前较为平直,可减少翘曲变形,用来成型宽度较大的板状塑料制品颇为适宜。
11.薄片浇口
又称为平缝式浇口,浇口的分配流道与型腔侧边平行,其长度通常大于塑料制品宽度。
优点:塑料熔体通过薄片浇口以较低的速度均匀地进入型腔,其料流呈平行流动,可避免翘曲变形,常用来成型平直的大面积薄壁塑料制品。
缺点:去除浇口较为困难,从而增加了塑料制品的生产成本。
点击关注进老师主页收藏更多干货!
每晚八点有免费直播课程学习,私信老师即可免费学习!
需要模具设计资料和软件的可以私信老师回复“资料”即可免费领取!
喜欢老师作品的可以转发或收藏 同时请继续关注后期会推出高质量视频和技术资料!