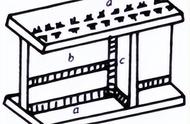
图1—11 搭接接头
(a)I形坡口, (b)圆孔内塞焊; (c)长孔内角焊
搭接接头根据其结构形式和对强度的要求,分为不开坡口、圆孔内塞焊和长孔内角焊三种形式,见图1—11。
I形坡口的搭接接头,一般用于厚度12mm以下的钢板,其重叠部分≥2(δ1 δ2),双面焊接。这种接头用于不重要的结构中。
当遇到重叠部分的面积较大时,可根据板厚及强度要求,分别采用不同大小和数量的圆孔内塞焊或长孔内角焊的接头型式。
二、焊缝坡口的基本形式与尺寸
(一)坡口形式
根据坡口的形状,坡口分成I形(不开坡口)、V形、Y形、双Y形、U形、双U形、单边V形、双单边Y形、J形等各种坡口形式。
V形和Y形坡口的加工和施焊方便(不必翻转焊件),但焊后容易产生角变形。
双Y形坡口是在V形坡口的基础上发展的。当焊件厚度增大时,采用双Y形代替V形坡口,在同样厚度下,可减少焊缝金属量约1/2,并且可对称施焊,焊后的残余变形较小。缺点是焊接过程中要翻转焊件,在筒形焊件的内部施焊,使劳动条件变差。
U形坡口的填充金属量在焊件厚度相同的条件下比V形坡口小得多,但这种坡口的加工较复杂。
(二)坡口的几何尺寸
(1)坡口面 待焊件上的坡口表面叫坡口面。
(2)坡口面角度和坡口角度 待加工坡口的端面与坡口面之间的夹角叫坡口面角度,两坡口面之间的夹角叫坡口角度,见图1—12。
(3)根部间隙 焊前在接头根部之间预留的空隙叫根部间隙,见图1—12。其作用在于打底焊时能保证根部焊透。根部间隙又叫装配间隙。
(4)钝边 焊件开坡口时,沿焊件接头坡口根部的端面直边部分叫钝边,见图1—12。钝边的作用是防止根部烧穿。
(5)根部半径 在J形、U形坡口底部的圆角半径叫根部半径(见图1—12)。它的作用是增大坡口根部的空间,以便焊透根部。

图1—12 坡口的几何尺寸
三、焊接位置种类
根据GB/T3375—94《焊接术语》的规定,焊接位置,即熔焊时,焊件接缝所处的空间位置,可用焊缝倾角和焊缝转角来表示。有平焊、立焊、横焊和仰焊位置等。
焊缝倾角,即焊缝轴线与水平面之间的夹角,见图1—13。

图1—13 焊缝倾角
焊缝转角,即焊缝中心线(焊根和盖面层中心连线)和水平参照面Y轴的夹角,见图1—14。

图1—14 焊缝转角
(1)平焊位置 焊缝倾角0°,焊缝转角90°的焊接位置,见图1—15(a)。