图1—15 各种焊接位置
(a)平焊 (b)横焊 (c)立焊 (d)仰焊 (e)平角焊 (f)仰角焊
(2)横焊位置 焊缝倾角0°,180°;焊缝转角0°,180°的对接位置,见图1—15(b)。
(3)立焊位置 焊缝倾角90°(立向上),270°(立向下)的焊接位置,见图1—15(c)。
(4)仰焊位置 对接焊缝倾角0°,180°;转角270°的焊接位置,如图1—15(d)。
此外,对于角焊位置还规定了另外两种焊接位置。
(5)平角焊位置 角焊缝倾角0°,180°;转角45°,135°的角焊位置,见图1—15(e)。
(6)仰角焊位置 倾角0°,180°;转角225°,315°的角焊位置,见图1—15(f)。
在平焊位置、横焊位置、立焊位置、仰焊位置进行的焊接分别称为平焊、横焊、立焊、仰焊。T形、十字形和角接接头处于平焊位置进行的焊接称为船形焊。在工程上常用的水平固定管的焊接,由于在管子360°的焊接中,有仰焊、立焊、平焊,所以称全位置焊接。当焊件接缝置于倾斜位置(除平、横、立、仰焊位置以外)时进行的焊接称为倾斜焊。
四、焊缝形式及形状尺寸
(一)焊缝形式
焊缝按不同分类方法可分为下列几种形式:
(1)根据GB/T 3375—94的规定,按焊缝结合形式,分为对接焊缝、角焊缝、塞焊缝、槽焊缝和端接焊缝五种:
1)对接焊缝:在焊件的坡口面间或一零件的坡口面与另一零件表面间焊接的焊缝,
2)角焊缝:沿两直交或近直交零件的交线所焊接的焊缝。
3)端接焊缝:构成端接接头所形成的焊缝。
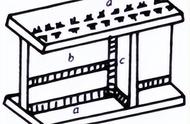
4)塞焊缝:两零件相叠,其中一块开圆孔,在圆孔中焊接两板所形成的焊缝,只在孔内焊角焊缝者不称塞焊。
5)槽焊缝:两板相叠,其中一块开长孔,在长孔中焊接两板的焊缝,只焊角焊缝者不称槽焊。
(2)按施焊时焊缝在空间所处位置分为平焊缝、立焊缝、横焊缝及仰焊缝四种形式。
(3)按焊缝断续情况分为连续焊缝和断续焊缝两种形式。
断续焊缝又分为交错式和并列式两种(图1—16),焊缝尺寸除注明焊脚K外,还注明断续焊缝中每一段焊缝的长度l和间距e,并以符号“Z”表示交错式焊缝。

图1—16 断续角焊缝
(a)交错式 (b)并列式
(二)焊缝的形状尺寸
焊缝的形状用一系列几何尺寸来表示,不同形式的焊缝,其形状参数也不一样。
1.焊缝宽度
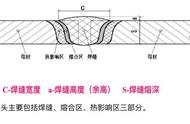
焊缝表面与母材的交界处叫焊趾。焊缝表面两焊趾之间的距离叫焊缝宽度,如图1—17。

图1—17焊缝宽度
2.余高
超出母材表面焊趾连线上面的那部分焊缝金属的最大高度叫余高,见图1—18。在静载下它有一定的加强作用,所以它又叫加强高。但在动载或交变载荷下,它非但不起加强作用,反而因焊趾处应力集中易于促使脆断。所以余高不能低于母材但也不能过高。手弧焊时的余高值为0~3mm。

图1—18 余高
3.熔深
在焊接接头横载面上,母材或前道焊缝熔化的深度叫熔深,见图1—19。