选择合适的焊接工艺参数,对提高焊接质量和提高生产效率是十分重要。
焊接工艺参数(焊接规范)是指焊接时,为保证焊接质量而选定的诸多物理量(例如:焊接电流、电弧电压、焊接速度、热输入等)的总称。焊条电弧焊的焊接工艺参数主要包括焊条直径、焊接电流、电弧电压. 焊接速度和预热温度等。
1、焊接电源种类和极性的选择
焊接电源种类:交流、直流
极性选择:正接、反接
正接:焊件接电源正极,焊条接电源负极的接线方法。
反接:焊件接电源负极,焊条接电源正极的接线方法。
极性选择原则:碱性焊条常采用直流反接,否则,电弧燃烧不稳定,飞溅严重,噪声大,酸性焊条使用直流电源时通常采用直流正接。
2、焊条直径
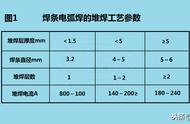
焊条直径是根据焊件厚度、焊接位置、接头形式、焊接层数等进行选择。一般厚度越大,选用的焊条直径越粗,焊条直径与焊件的关系见下表:
焊件厚度(mm) 2 3 4-5 6-12 >13
焊条直径(mm) 2 3.2 3.2-4 4-5 4-6
3、焊接电流
焊接电流是焊条电弧焊的主要工艺参数,焊工在操作过程中需要调节的只有焊接电流,而焊接速度和电弧电压都是由焊工控制的。焊接电流的选择直径影响着焊接质量和劳动生产率。
焊接电流越大,熔深越大,焊条溶化快,焊接效率也高,但是焊接电流太大时,飞溅和烟雾大,焊条尾部易发红,部分涂层要失效或崩落,而且容易发生咬边、焊瘤、烧穿等缺陷,增大焊件变形,还会使接头热影响区晶粒粗大,焊接接头的韧性降低;焊接电流太小,则引弧困难,焊条容易粘连在工件上,电弧不稳定,易产生未焊透、未熔合、气孔和夹渣等缺陷,且生产率低。
因此选择焊接电流,应根据焊条直径、焊条类型、焊件厚度、接头形式、焊接位置及焊道层次来综合考虑。首先应保证焊接质量,其次应尽量采用较大的电流,以提高生产效率。T型接头和搭接头,在施焊环境温度较低时,由于导热较快,所以焊接电流要大一些。但主要由焊条直径、焊接位置、焊道层次等因素来决定。
(1)焊条直径 焊条直径越粗,熔化焊条所需的热量越大,必须增大焊接电流,每种焊条都有一个最合适电流范围。
(2)焊接位置 在平焊位置焊接时,可选择偏大些焊接电流。横、立、仰焊位置时,焊接电流应比平焊位置小10~20%。角焊电流比平焊电流稍大一些。
(3)焊道层次
通常焊接打底焊道时,为保证背面焊道的质量,使用的焊接电流较小;焊接填充焊道时,为提高效率,保证熔合好,使用较大的电流;焊接盖面焊道时,防止咬边和保证焊道成形美观,使用电流稍小些。
焊接电流一般可根据焊条直径进行初步选择,焊接电流初步选定后,要经过试焊,检查焊缝成形和缺陷,才可确定。对于有力学性能要求的如锅炉、压力容器等重要结构,要经过焊接工艺评定合格以后,才能最后确定焊接电流等工艺参数。
4、电弧电压
当焊接电流调好以后,焊接的外特性曲线就决定了。实际上电弧电压主要是由于电弧长度来决定的。电弧长,则电弧电压高;反之则低。焊接过程中,电弧不宜过长,否则会出现电弧燃烧不稳定、飞溅大、熔深浅及产生咬边、气孔等缺陷;若电弧太短,容易粘焊条。一般情况下,电弧长度等于焊条直径的0.5~1倍为好,相应的电弧电压为16~25V。碱性焊条的电弧长度不超过焊条的直径,为焊条直径的一半较好,尽可能地选择短弧焊;酸性焊条的电弧长度应等于焊条直径。
5、焊接速度
焊条电弧焊的焊接速度是指焊接过程中焊条沿焊接方向移动的速度,即单位时间内完成的焊缝长度。焊接速度过快会造成焊缝变窄,严重凸凹不平,容易产生咬边及焊缝波形变尖;焊接速度过慢会使焊缝变宽,余高增加,功效降低,焊接速度还直接决定着热输入量的大小,在保证焊缝所要求尺寸和质量的前提下,由操作者灵活掌握。速度过慢,热影响区加宽,晶粒粗大,变形也大;速度过快,易造成未焊透,未熔合,焊缝成型不良好等缺陷。
6、焊缝层数
厚板的焊接,一般要开坡口并采用多层焊或多层多道焊。多层焊和多层多道焊接头的显微组织较细,热影响区较窄。前一条焊道对后一条焊道起预热作用,而后一条焊道对前一条焊道起热处理作用,因此,接头的延性和韧性都比较好,特别是对于易淬火钢,后焊道对前焊道的回火作用,可改善接头组织和性能。 对于低合金高强钢等钢种,焊缝层数对接头性能有明显影响。焊缝层数少,每层焊缝厚度太大时,由于晶粒粗化,将导致焊接接头的延性和韧性下降。