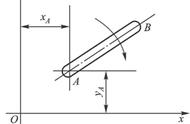
1) 质点在空间中有3个自由度,因为确定一个质点在空间中的位置,需要(X,Y,Z)三个坐标来描述,即一旦确定这三个坐标,质点在空间中的位置也就确定了;
2) 刚体在空间中有6个自由度,其中三个自由度为沿着X/Y/Z三轴的移动,另外三个自由度为围绕X/Y/Z三轴的转动;
Remarks:
Ø 质点:只有质量、没有大小和形状的点;
Ø 刚体:在运动中和受力作用后,形状和大小不变,而且内部各点的相对位置不变的物体;
2、定位与夹紧1) 定位:即在加工前,确定工件在工艺系统中占有正确位置;实际加工过程中,即考虑作为工件设计基准的点、线、面在工艺系统中占有正确位置;
2) 夹紧:在加工过程中,为防止工件在切削力、重力、惯性力等的作用下发生位移或振动,以免破坏工件定位;
3) 工件定位时,影响加工精度要求的自由度必须限制,不影响加工精度要求的自由度可以限制也可不限制,视加工时的具体情况而定;因此,按照工件加工要求确定工件必须限制的自由度数是工件定位中应解决的首要问题;
4) 当必须被限制的自由度正好被满足时,称为完全定位;当未被满足时,即定位元件限制的自由度数少于必须被限制的自由度,称为欠定位;当过分满足时,即定位元件限制的自由度数大于必须被限制的自由度时,称为过定位,通常过定位用于加强刚性等场合;
3、一面两销1) 一面两销是一种常用的定位方式,为完全定位方式,即限制六个自由度;
2) 所谓的一面两销,即一定位平面 一圆柱销 一菱形销的定位方式;
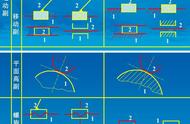
3) 一定位平面,限制三个自由度,即Z方向的移动、X方向的转动和Y方向的转动;
Remarks:
Ø 如何分析一个定位元件限制多少个自由度?
以一个定位平面为例:譬如说,现在一本书被丢在桌面上,当你将书向上提的时候,书即离开了桌面,即竖直方向移动(Z方向)的自由度被限制了;当你将书在桌面上任意一个方向上平移时,书也不会离开桌面所在的抽象平面,证明X与Y方向移动的自由度没有被限制;同样,当你将书沿X和Y方向转动时,书也将离开桌面所在的平面,证明X和Y方向转动的自由度被限制了;而将书沿Z方向转动时,书是不会离开桌面所在的平面的,故Z方向转动的自由度没有被限制掉
4) 一平面,配合一圆柱销,限制5个自由度,即在上述三个自由度的基础上,继续限制工件沿X方向和Y方向的移动,此时工件只能沿着Z方向转动;
5) 在一平面和圆柱销的基础上,只需要增加一个定位元件,限制Z方向的转动,即增加一个菱形销;
6) 若继续增加的是圆柱销,则形成了过定位,很有可能工件是不能安装上夹具的;
7) 增加菱形销的目的,是在尽量提高定位精度的前提下,形成完全定位;
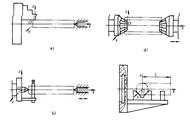
4、一面两销的设计计算1) 通常来说,圆柱销采用g6公差,即形成小间隙配合;
2) 菱形销公差,会随着两定位销孔中心距的变化而变化,其切边尺寸也会随着销子直径大小变化而变化,其相关计算遵循相关计算公式和规范(若有需要,可关注并私信我索取);
3) 菱形销方向要求其长轴垂直于两销中心连线;
5、材料选择与热处理针对不同的使用场合,定位销可以选择不同的材料和热处理方式,但显然都是为提高硬度耐磨性服务的,例如可采用材料Gr15,热处理硬度为HRC50~55;
6、非标设计场合的一面两销1) 在非标自动化机械设计领域,往往工件的定位精度要求没有机械加工领域要求高;
2) 从成本角度出发,在精度要求不高的场合,可以用两个圆柱销的方式代替圆柱销 菱形销的方式(因为菱形销的加工涉及到铣床);
3) 从定位精度出发,依然推荐圆柱销 菱形销的方式;
4) 在两个固连件的情况下,往往采用开U形槽的方式(U形槽的方向沿着两销中心连线方向),这样避免了销孔之间的定位公差,降低了加工难度,提高了工件的经济性;
5) 定位销的配合长度一般在3~5;
6) 为考虑到上料的便捷性,销子导向长度一般为5个左右,导向最小直径处单边预留空间为2mm;
,