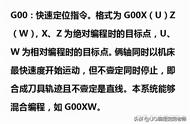
建立刀尖半径补偿、刀尖半径补偿加工轮廓、取消刀尖半径补偿的过程如图7a所示。应注意的是:激活刀尖半径补偿前,刀具应定位于要工件加工轮廓的附近,并使刀具与工件轮廓的距离远大于刀尖半径的两倍,同样,取消刀尖半径补偿地点与轮廓的距离远也应大于刀尖半径的两倍。

五、结语
综上所述,从工艺的角度看,数控可转位刀片的刀尖圆弧有基存在的理由,并要注意圆弧半径的大小应与工艺要求、条件相适应。带刀尖圆弧的可转位刀片在编程应用有两种方法:
第一种方法,忽略刀尖半径圆弧的存在,以对刀刀尖作为刀位点,认为它进给运动形成加工的轮廓。其优点是编程和对刀操作方便,但在锥面,圆弧曲面的精加工中存在误差。
第二种方法,考虑到刀尖半径圆弧的存在,以圆弧圆心作为刀位点,认为它进给运动轨迹与加工形成的轮廓始终相距一个半径。这种方法的优点是:在锥面、圆弧面、曲面的精加工中能消除第一种方法引起的误差,随着CNC技术的不断进步,这种方法的编程和对刀也越来越方便。
可见,带刀尖圆弧的可转位刀片的数控车刀,不仅可作为尖形车刀使用,而且可作为圆弧车刀使用,当在锥面、圆弧面、曲面的加工要求不高时、粗加工时、加工直圆柱面直端面时,刀具直接以对刀刀尖为刀位点,刀具用作尖形车刀;在加工要求高的锥面、圆弧面、曲面的精加工时,刀具应以刀尖圆弧圆心为刀位点,刀具用作圆弧形车刀。事实上,同一把带刀尖圆弧的可转位刀片的数控车刀,在同一个加工程序中,可时而用作尖形车刀,时而用作圆弧形车刀,从一种使用类型转换到另一种使用类型是方便的,其方法是:刀具半径补偿时用作圆弧车刀,刀位点在圆心;取消刀具半径补偿时用作尖形车刀,刀位点在对刀刀尖。