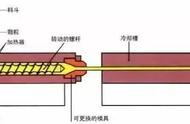
分切示意图
五部分 负极制片
1、负极制片与正极同样操作,但工艺设计不同,车间环境温度:≤23℃,湿度:≤25%。常见负极物质的真密度

常用负极压实表
反弹率:一般在4-8um
延伸率:一般在≈1.0012
2、负极分条与正极分条工艺类似,X和Y向毛刺都需要控制。车间环境温度≤23℃露点≤-30℃
六部分 正极片制备
分条完毕后,需对正极片进行干燥处理(120℃),再就是焊接铝极耳和极耳包胶工艺。此时需要考虑极耳长度和整形宽度。
以**650型设计为例,设计极耳外露主要考虑到正极耳要焊接盖帽和滚槽时合理配合。极耳外露过长,滚槽时易使极耳与钢壳短路;过短极耳无法焊接盖帽。极目前超声焊头有线状和点状,国内工艺较多采用线状(过流、焊强考虑)。另采用高温胶将极耳包覆,主要考虑到金属毛刺和金属碎屑造成短路风险。此车间环境温度≤23℃,露点≤-30℃,正极水份含量≤500-1000ppm。

18650型正极耳焊接简易工艺

卷绕型正极耳焊接示意图