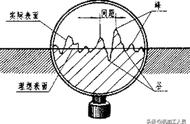
零件经加工后的表面看起来很光滑,但在放大镜下观察,则可见其表面上留有微小的凹凸不平的刀痕,零件表面上面具有一系列这样微小间距的峰谷组成的微观几何形状特征称为表面粗糙度。
目前评定零件表面粗糙度的主要参数是轮廓算术平均偏差Ra,它是指在取样长度范围内,轮廓上各点至基准线距离绝对值的算术平均值。
国家标准规定值有Ra100,Ra50,Ra25,Ra12.5,Ra6.3,Ra3.2,Ra1.6,Ra0.8,Ra0.4,Ra0.2,Ra0.1,Ra0.05,Ra0.025,Ra0.012,数值的单位是微米。

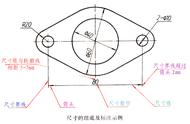
零件表面粗糙度数值的选用,应该既满足零件表面的功用要求,又要考虑经济合理性,具体选用时可参照生产中的实例,用类比法确定,同时注意:1.在满足功用的前提下,尽量选用较大的表面粗糙度参数值,以降低生产成本。2.在同一零件上,工作表面的粗糙度,参数值应小于非工作表面的粗糙度参数值。3.受循环载荷的表面极容易引起应力集中的表面,表面粗糙度值要小。4.配合性质相同时,零件尺寸小的比尺寸大的表面粗糙度值要小,同一公差等级的情况下,小尺寸比大尺寸表面粗糙度参数值要小,轴比孔的表面粗糙度参数值要小。5.运动速度高或单位压力大的摩擦表面比运动速度低或单位压力小的摩擦表面的粗糙度参数值小。6.一般地说,尺寸和表面形状要求精确程度高的表面,粗糙度参数小。
具体的粗糙度标注参数值还要在生产加工和设计工作实践中积累经验。
,