焊接电流较大时使用细直径尖锥角钨极,会使电流密度过大,造成钨极末端过热熔化并增加烧损。同时,电弧斑点也会扩展到钨极末端锥面上,使弧柱明显扩散、飘荡不稳,影响焊缝成形。因此,在大电流焊接时应选用直径较粗的钨极,并将其末端磨成钝锥角(大于900)或带有平顶的锥形。
采用交流钨极氩弧焊时,钨极端部一般为圆珠形。采用直流钨极氩弧焊时,钨极端部一般为平底锥形,端部角度为30°~ 50°,这样可使电弧对母材的吹力最强,保证焊接时电弧稳定燃烧和热量集中。钨极尖锥角度的大小对焊缝熔深和熔宽也有一定的影响。通常减小锥角,焊缝熔深增大,熔宽减小;反之,熔深减小,熔宽增大。
钨极端部形状 | 适用范围 | 电弧稳定性 | 焊缝成型 |
锥台形 | 直流正接,大电流;脉冲TIG焊 | 好 | 良好 |
圆锥形 | 直流正接,小电流 | 好 | 焊道不均匀 |
半球形 | 交流 | 一般 | 焊道不易平直 |
平面形 | — | 不好 | 一般 |
钨极端头形状是一个重要工艺参数。根据所用焊接电流种类,选用不同的端头形状,尖端角度的大小会影响钨极的许用电流、引弧及稳弧性能,下图列出了钨极不同尖端尺寸推荐的电流范围。

(3)在一定条件下,气体流量和喷嘴直径有一个最佳配合范围。对手工氩弧焊而言,当流量为5一25 L/min时,其对应的喷嘴口径为5一20mm。在此范围内,气体保护效果最好,有效保护区最大。如果气体流量过小或喷嘴口径过大,会使气流挺度差,排除周围空气的能力弱,保护效果不佳;若气流量太大或喷嘴口径过小,会因气流速度过高而形成紊流,这样不仅缩小了保护范围,还会使空气卷入,降低保护效果。

喷嘴大小和气体流量对保护效果的影响如下图所示。

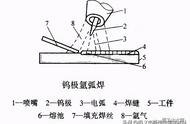
直流钨极氩弧焊(钨极接负极)时常见的钨极端部形状及原因
|