传统车身制造覆盖四大工艺,整车厂与零部件厂商分工合作。(1)冲压:借助压力机与模具将板材连续冲 压为小块钣金零件;(2)焊装:将冲压好的车身零件用夹具定位,采用装配后焊接的方法将其接合形成车身总 成(即白车身);(3)喷涂:喷涂油漆于白车身上,起到防腐蚀与装饰的作用;(4)总装:将车身、动力系 统、电控系统、内外饰等各零件装配生产为整车。传统车身制造的各项流程由整车厂与零部件制造商合作完成, 冲压环节分为整车厂冲压外覆盖件以及外部零部件厂冲压结构组件,由于结构组件的尺寸在 300mm 以下,一般 采用中小型压力机,而覆盖件尺寸通常在 800mm 以上需要大型压力机连续冲压。冲压环节完成后,零部件厂商 采用多个机器人组成焊点车间进行组件焊接,之后再送至整车厂与其生产的外覆盖件焊接成白车身,并进行涂 装和总装。相较于零部件厂,整车厂产线使用的压力机、模具、机器人远高于零部件厂,产线投资也更高。
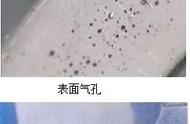
轻量化需求推动铝合金应用,传统压铸工艺多路径改良。汽车轻量化的需求推动车身和底盘的部分零部件 逐步由铝合金件替代钢制部件,其中铝铸件的占比最高。高压压铸工艺是生产铝铸件的常用工艺。它通常指压 力为 4~500MPa,金属充填速度为 0.5—120m/s 的压铸工艺。高压压铸产品具有成型精密、生产效率高等优点, 但由于高速压射时模具型腔中的气体不能被有效排除,会形成气孔缺陷,导致铸件力学性能相对较弱。为了满 足汽车零部件的性能与质量要求,行业需要解决传统高压压铸工艺存在的问题,其中包括降低压力、降低速度 或者减少空气含量三种主要技术升级路径。
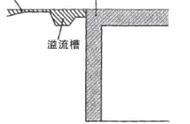
路径一:低压/差压压铸通过降低填充压力以提高铸件内部质量,设备操作难度增加,工艺效率有待提升。 为克服铸件在高压下快速填充导致的气孔缺陷,行业开始尝试降低液体金属的充填型腔及凝固过程中的压力, 即低压压铸。低压采用底注式充型,金属液充型平稳,无飞溅现象,可避免卷入气体及对型壁和型芯的冲刷, 提高了铸件的合格率,铸件成形性好,对于大型薄壁铸件的成形更为有利,目前应用于轮毂、气缸架等传统产 品。但有些铸件的内部质量要求高,希望在较高的压力下结晶,一般低压铸造时的结晶压力不能太大,因而在 低压铸造的基础上发展出了差压压铸。与一般铸造方法相比,差压压铸使铸件强度提高约 25%,延伸率提高约 50%;但设备较庞大,操作麻烦,只有特殊要求时才应用,目前应用于转向节等产品。

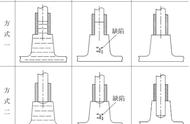
路径二:超低速压铸可降低工艺压射速度,但生产效率大幅降低,且会对后续清理工作带来困难。除了降 低压力,还可以采用超低速压铸方法,在普通压铸基础上,降低压铸过程中低速阶段的压射速度,并将液态金 属保持在高压状态下,从而以层流方式充填压铸模具型腔,在压力作用下快速凝固从而获得气体含量很低的铸 件。但超低速压铸方法生产效率大幅降低,且为降低速度其铸件内浇口较粗大,给后续清理工作带来困难,故 实际应用较少。
路径三:真空/充氧压铸减少型腔中空气含量,设备成本较高,对工艺技术要求高。另一种提高铸件力学性 能和表面质量的方法,即在压铸过程中不断降低空气含量。目前在这种方法上,有两种工艺。(1)真空压铸: 通过在压铸过程中抽除压铸模具型腔内的气体而消除或显著减少压铸件内的气孔和溶解气体。真空压铸可使用 较低的比压及铸造性能较差的合金,有可能用小机器压铸较大的铸件,并通过改善充填条件,压铸较薄的铸件。 但真空压铸工艺的模具密封结构复杂,制造及安装较困难,因而成本较高,且如果控制不当,工艺效果就不甚 显著。目前,真空压铸用于车架、减震塔部位等。(2)充氧压铸:在压射前,向压室及型腔内通入氧气类活性 气体以取代型腔中的空气,在金属液充填时,一部分氧气排除,另一部分与喷射金属液经过化学反应产生金属 氧化物,并分散于铸件内部,从而减少铸件内部含气量。充氧工艺对浇口速度有较高要求,且操作工序复杂、 工艺参数不易控制,在实际生产中应用较少。
铝合金焊接工艺难度较大,一体化压铸技术另辟蹊径。随着压铸工艺不断发展成熟,汽车铝压铸占比 越来越大。但在组装焊接的过程中,因为铝合金表面的氧化层熔点较高等特性,采用传统熔化焊存在热输 入过大引起的变形、气孔、焊接接头系数低等问题,同时由于型材的厚度、断面都各不相同,在焊接时就 产生了很多种组合,尤其在厚度差异很大时,热输入非常难以控制。因此,传统的焊接工艺已无法满足铝 合金材料的连接要求。目前采用的解决方法一类是发展先进焊接技术,包括主流的摩擦搅拌焊以及更加先 进的激光焊。或者发展新型连接技术包括冲铆技术、螺栓自拧紧技术和胶接技术。采用新型焊接和连接技 术的方案在提高工艺难度的同时还会增加设备和时间成本。因此,改变传统车身生产流程先生产结构件后 焊接组装的一体化压铸技术应运而生,一体化压铸所需生产零部件数量骤减,同时大幅减少焊接、涂胶环 节,极大简化了车身整体生产流程。特斯拉专利中给出的一体化压铸设备 Giga Press 的生产节拍范围为 60 -120 秒,可以显著提高车身的生产效率。

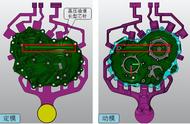
特斯拉破局车身一体化压铸,掀起汽车制造革命。2020 年 9 月 22 日,特斯拉宣布其 Model Y 将采用一体 式压铸后底板总成,可使下车体总成重量降低 30%,制造成本下降 40%。由于所有零件一次压铸成型,Model Y 的零件数量比 Model 3 减少 79 个,焊点约由 700-800 个减少到 50 个;新的合金材料使特斯拉一体压铸的后底 板总成不需要再进行热处理,制造时间由传统工艺的 1-2 小时缩减至 3-5 分钟,可实现厂内直供,如果采用传统 冲压焊接工艺必须多线并进,才能满足生产节奏。下一步,特斯拉计划用 2-3 个大型压铸件替换由 370 个零件 组成的整个下车体总成,重量将进一步降低 10%,对应续航里程可增加 14%。Model Y 的成功展现了一体压铸 所带来的生产效率的提升、生产成本的有效降低。在特斯拉的引领下,以蔚小理为代表的造车新势力们积极布 局一体化压铸技术,有望引领汽车制造业新的工艺革命。
新能源三电系统轻量化潜力巨大,电池盒轻量化是增量领域。随着特斯拉在车身件上的成功突破和应用, 其他系统和零部件的轻量化也在加速推进。新能源汽车采用电机驱动,动力传动系统大幅优化,动力源由车载 电池包提供,三电系统导致新能源车较传统燃油车重量增加了 200-300kg,极大影响了续航里程,因此新能源车 三电系统的轻量化潜力巨大。在电池能量密度提升逐渐进入瓶颈期后,电池盒轻量化已成为当前的重要的技术 路径。电池盒除了对电池起到承载作用,还要求能够保护电芯在受到外界碰撞或挤压时不被损坏,提高动力电 池系统的安全性,另一方面对其导热、导电、防水、绝缘性能也有较高要求。因此,随着新能源车渗透率不断 提升,满足各项安全性能要求的轻量化电池盒是全新的增量市场。
当前电池盒生产工艺效率较低,一体化压铸有望释放电池盒产能瓶颈,目前挤压铝合金工艺是电池托盘的 主流生产方案,性能上挤压铝合金电池托盘具有高刚性、抗震动、挤压及冲击等性能,还可以通过型材的拼接 及加工来满足不同的需求,具有设计灵活、加工方便、易于修改等优点。然而,电池盒的焊道多且长,同时又 要求焊道要小,这些都对生产技术提出了非常高的要求。提高生产成本的同时还会降低电池盒的生产效率,不 能适配新能源车快速提升的渗透率。随着大吨位压铸机工艺和新型铝合金材料的不断突破,一体化压铸技术有 望生产出满足安全性能要求的电池盒。参考特斯拉 Giga Press 的生产效率,一体化压铸工艺有潜力替代部分传 统挤压焊接工艺产能,助力电池盒突*能瓶颈的同时降低生产成本。

电池包内部结构不断简化是趋势,一体化压铸电池盒前景广阔。目前电池包的结构趋势是从结构端往无模 组方案演进。最经典的是“小模组”技术,即“电芯-模组-PACK”三层分级架构,模组即可以保护、支撑和集 成电芯,同时有助于温度控制、防止热失控传播也便于维修。但模组的存在,使得整个电池包的空间利用率有 所下降,模组越多,零部件越多,电池盒的结构也越复杂。因此,将模组做大做少乃至于无模组是近年来电池 系统工艺设计层面的主要关注点,特斯拉 Model 3 的大模组也反映了这一趋势。宁德时代的 CTP(cell to Pack) 技术和比亚迪的刀片电池技术均属于无模组方案,根据宁德时代称,CTP 能够省掉或者减少组装模组的端板、 侧板以及用于固定模组的螺钉等紧固件,零部件数量减少了约 40%,电池托盘结构进一步简化。特斯拉推出的 CTC(Cell to Chassis)电池集成方案是直接将电芯集成在地板框架内部,将地板上下板作为电池壳体。它是 CTP 方案的进一步集成,完全使用地板的上下板代替电池壳体和盖板,与车身地板和底盘一体化设计,从根本 上改变了电池的安装形式,也为一体化压铸电池盒提供了广阔的应用前景。
3.2 一体化压铸将全面提高生产环节的资金与技术壁垒
3.2.1 行业特点:汽车铝压铸行业同时具备资本与技术密集型特征
汽车铝压铸属于资金密集型行业,一体化压铸进一步提升门槛。为了保证产品的精度、强度、可加工性等 技术指标达到较高的水平,汽车铝压铸企业需要投入熔炼、压铸、模具生产、机加工、精密检测等加工设备, 前期购置费用高。为了提升产品质量与生产效率,部分行业龙头企业不断推进自动化、智能化战略,引入工业 机器人广泛应用于压铸、精密机加工、去毛刺、抛光等各生产工序,以提高生产效率、降低生产成本、改善工 作环境、精简生产用工、减少次品率以及提高产品质量稳定性,对企业的资金提出了更高需求。2021 年以来大 型化、一体化压铸进一步提升了大型压铸机的购置门槛。压铸机单价与吨位成正比关系:中小型压铸机(锁模 力 50 吨以下)在 15 万以下,100 吨以上价格随锁模力同步上升,1000 吨以上价格增长幅度明显加快,5000T 压铸岛单机采购金额约在 1500-2000 万元左右;压铸机周边配套设备通常增加 20%-30%成本;国外进口压铸机 价格更是高于国内 2-3 倍。大型一体化压铸机的采购与投产极大抬高了铝压铸行业的资金门槛。