图4
五、字体;
在条件允许的情况下,字体一般做凸起(或局部下凹后,再把字体凸起),且字体尽可能做大;

图5:推荐线条宽度至少0.4mm,高度至少0.6,拔模角不小于10°且线条不应有尖角;
六、定位销;
机壳上定位销(导向销)与盖板上定位孔的单边间隙应尽可能小,这样才能保证定位精度,建议单边预留(D-d)/2=0.1mm间隙;

图6-1:倒角<45°,w=0.1d;
关于导向结构的设计,有兴趣的同学可以看一下《面向制造及装配的产品设计》 Geoffrey Boothroyd 著,介绍得非常详细;

图6-2:螺钉孔的单边间隙尽可能大;
Up曾拆解过日本电产(Nidec)的产品,M6和M8螺钉孔的单边间隙均在0.5以上;
七、螺钉孔;
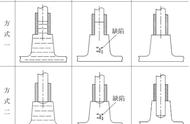
若有气密性要求,螺纹尖到底部肉厚a不小于2mm;一般螺柱凸台拔模角不小于3°,且拔模后螺柱的壁厚b不小于2.2mm;