点击上方“机械设计一点通”关注我们,每天学习一个机械设计相关知识点
在车削加工中,常常会遇到零件的滚花加工,滚花加工看似简单,但往往会因为操作不当,造成花纹的紊乱。
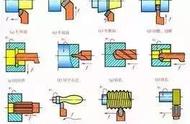
滚花花纹的种类:滚花花纹有多种,大致为直纹、斜纹、网纹三种。其中网纹有菱形与方形,也就是30°和45°两种。按我国国家标准GB6403.3-2008《滚花》中滚花花纹是以模数来计算的,有0.2、0.3、0.4、0.5四种,其P值(花纹齿数距离,单位mm)为0.2=0.628,0.3=0.942,0.4=1.257,0.5=0.571。通常花纹有公制和英制,英制的P值是按每寸多少牙数计算的;公制的P值为每0.1一个规格,即0.3,0.4,0.5,0.6,0.7,0.8,1.0,1.2,1.4,1.6等。如需GB6403.3-2008《滚花》标准的,可以复制文章标题发私信给小编即可自动获取下载链接;
滚花轮的规格。按不同的直径、宽度与花纹的不同,滚花轮有许多规格。国产的大致有Φ15、Φ20、Φ25、Φ30等不同直径系列;宽度有6、8、10、12、15、20等系列。花纹有直纹与斜纹,网纹是由两个相对的斜纹滚花轮上下组合形成的。进口的滚花现在大多是德国的,其规格也很多。按直径不同有Φ10、Φ15、Φ20、Φ25等规格,按宽度不同有4、6、8、10、15、20等规格。按花纹不同有直纹、斜纹、网纹等规格。按P值不同,从0.3起,到1.6,有很多规格。另外,国外有专门的网纹花轮,只要零件花纹在花轮宽度之内,就可以直接用单个花轮压花。如果零件网纹超过花轮宽度,还是要用上下两个斜纹轮进行走花压制。
滚花刀的型式。滚花操作需要用滚花刀,也就是装有滚花轮的刀柄。滚花刀可以直接购买,也可以买滚花轮回来自己制作。一般有单轮式、复轮式和六轮式。单轮式是在一个滚花刀柄上装一个花轮;复轮是在一个滚花刀柄上上下装两个花轮,一般都是由两个相反的斜纹轮组成一对;六轮式就是有三组复式轮装要刀柄上,可以直接转换不同的花纹组合。

单轮式滚花刀

复轮式滚花刀
滚花的加工操作注意事项
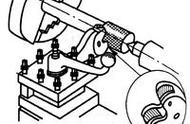
在车床上滚花,受力相当大,工件必须装夹牢固。安装滚花刀时,刀面要与工件垂直,同时花轮中心要对准工件的轴心。滚花开始时,起头很重要,要用力直接压入工件,不能有停顿,使工件一下子就压出花纹。等花纹滚得很清晰后再开走刀,进行走花。否则容易产生破头,即花纹滚乱。在滚花时要保证有充分的润滑液,可用机械油进行润滑。还要经常清除铁屑,花纹才能滚得清清楚楚。

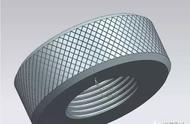
左边的纹路是滚乱的,右边是正常的
在自动车床上滚花也相同。设计凸轮时,要求在滚花刀接触工件表面后,直接切入到规定的花纹底径,再停留10°~15°左右就立即退刀。如果是走花,切入到花纹底径后就立即让滚花刀横向行走,走到规定的距离后,也同样要立即退刀,不然多停留后,会产生一条刀痕,破坏花纹的表面形状。在自动车床上压网纹花,只要花纹宽度不超过滚花轮的宽度,可直接用网纹轮滚,如果工件网纹超过花轮长度,就要用复式轮进行走花。
一切准备完毕后开车,刚开始不要开走刀,等滚出的花纹没问题后再开走刀,发现乱纹立即停车,重新开始,如果深度不够可再滚一遍。
欢迎大家在评论处补充你认为文章中有解释不对或欠缺的部分,这样下一个阅读的人就会学到更多,你知道的正是大家需要的。。。
,