一、 酸洗机组工艺技术规程
1、概况
CDCM线中的酸洗机组是本钢冷轧薄板厂的首道工序,酸洗机组处理能力为80.3万吨/年热轧卷。
该机组由克莱西姆、安德鲁茨公司联合设计,共分为三段。
入口段采用磁力引料辊,从而缩短了引料时间,并采用F.BW64法国焊机,该焊机使所有焊接程序通过键盘和屏幕在几分钟内在操作者的控制盘上输入,采用法国克莱西姆拉矫机,不仅缩短了酸洗时间,而且改善了板形。
工艺段采用国际先进的浅槽连续盐酸洗,并采用小循环供排酸方式,使每个槽的酸液浓度能够准确控制。
出口段设有圆盘剪、碎边剪,为轧制优质冷轧板和镀锌板创造了条件。
2、生产的工艺流程
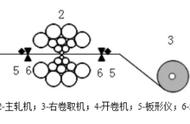
由天车将钢卷吊到步进梁上—拆捆并切带头—步进梁—上料小车—开卷—切头尾—焊接—入口活套—拉伸矫直—酸洗—漂洗—烘干—出口活套—切边—连接活套—轧机。
3、主要设备参数
3.1步进梁
共分两段,可承受10个钢卷,每个卷最大重量24吨。
3.2下切剪
最大剪切力:30吨。
3.3上料小车
最大负载能力:30吨。
3.4开卷机
卷径涨缩范围:640~780mm
最大承载:30吨。
3.5焊机
焊接原料:热轧低碳钢
材料宽度:730~1525mm。
材料厚度:2.0~6.0mm。
焊接周期:56s。
液压压力:130/310巴
顶锻力:85000kg
夹紧力:170000KG
3.6拉矫机
最大延伸率3%
3.7工艺段
酸洗槽:3个
总长:82.5m
宽:2m
漂洗段:4个
总长:12000mm
3.8圆盘剪
剪刃直径:φ440~360mm
3.9入口活套
共4层,储存能力496m
3.10出口活套
共2层,储存能力280m
4、主要原材料种类、标准
低碳钢,标准Q/BB110-95
5、产品标准和技术条件
5.1产品标准:Q/BB110-95
5.2酸洗后无欠酸洗,无过酸洗
6.主要工艺技术参数
6.1原料开卷温度≤50℃
6.2拉矫机
6.2.1不同规格带钢的延伸率及压下深度。

6.2.2工作辊及防横向缺陷、修正值

6.3焊机
6.3.1焊接标准
6.3.1.1前后两卷带钢最大厚度差
厚度:3.0mm以下,厚差不大于1.0mm
6.3.1.2宽度差最大为150mm(每边)
6.3.1.3电极使用周期:1500—2000个焊缝时更换
6.3.2焊接质量标准
6.3.2.1焊缝光整后,加强高比母材低0~0.1mm
6.3.2.2光整后,表面应无毛刺、无裂纹、无搭接、无孔洞。
6.3.2.3焊接区无夹渣
6.3.2.4焊缝的冷弯曲角度不小于180°
6.3.2.5杯凸实验时,不能产生沿焊缝长度方向的裂纹
6.4张力制度

6.5焊接工艺参数