6.6酸洗段
6.6.1工艺段各槽工艺数

6.6.2不同规格在80~85℃时速度

6.6.3漂洗水温:75℃~90℃
烘干温度:120℃~125℃
6.6.4工艺段停车超过15分钟放酸
6.6.5焊缝不停在槽内
6.7.1圆盘剪切边基准

6.7.2圆盘剪剪刃的研磨公差
直径 0~0.025
厚 ±0.005
平行度 0.05
平直度 0.01125
6.7.3切边质量
剪切区与断裂区比为1:2
6.7.4碎边剪
剪刃间隙为0.2~0.25mm
6.7.5圆盘剪间隙
6.7.5.1侧间隙为0.1×带钢厚(mm)
6.7.5.2重叠间隙见下图
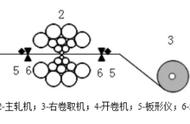
二.四机架冷轧机组工艺技术规程
1、概述
四机架冷轧机组时酸洗—轧机联合机组中的主体部分。四个机架都采用液压压下,都可以实现带钢在线和非在线自动快速更换工作辊,每个机架都设有正负弯辊装置。第四机架出口设有板形仪,与第四机架的压下倾斜、弯辊、工作辊冷却构成板形闭环控制系统。轧机出口设有一台飞剪,两台卷取机,可实现动态分卷,动态变规格轧制。
轧机的自动化系统主要由一台VAX3100计算机,三台JS1600计算机和7台可编程控制器等组成,负责从11#控制辊到轧机出口所有设备的控制。可以实现下述功能:轧制规程的预设定计算;动态变规格预设定;自动轧制规程控制;焊缝跟踪;轧机故障诊断;轧机出口自动控制;自动厚度控制;自动张力控制等等。
轧机有三种操作方式、三种预设定方式、三种变规格应用方式、六种轧制方案可供选择。
2、工艺流程
酸洗来料—连接活套—6#S辊—11#控制辊—1#轧机—2#轧机—3#轧机—-4#轧机—飞剪—1#卷取机—1#卸卷车
—2#卷取机—2#卸卷车—运输链—电子秤—打捆机—运输链—-轧后库
3、机组主要生产设备的主要参数