摘要:介绍了首钢迁钢二十辊森基米尔轧机单机架平面布置和辊系结构。采用Bland-Ford-Hill模型作为二十辊森基米尔轧机的轧制力模型,同时对影响轧制力计算精度的两大主要因素轧件的动态变形抗力和摩擦系数进行分析。给出了二十辊森基米尔轧机轧制力模型的自学习方法和模型参数优化方法,通过对模型参数的优化,使轧制力预报的误差范围很好地控制在5%以内。
关键词:二十辊森基米尔轧机;轧制力模型;自学习;优化
0 前言
为了能够轧制出满足客户需求的高质量、高品质的硅钢产品,首钢迁钢公司从日本日立公司引进3套具有世界先进水平的单机架森基米尔二十辊可逆轧机进行取向硅钢和无取向硅钢的轧制。为了能够使这3套轧机的性能得到最大程度的发挥,需对二十辊森基米尔轧机的控制系统进行分析研究。其中,二十辊森基米尔轧机的轧制力数学模型是其工艺控制系统的中枢模型,是其他轧制工艺数学模型计算的基础,它的预报精度对冷轧钢卷的厚度精度和板形控制至关重要,是轧制过程顺利进行的决定性因素。
下面就对引进的这3套单机架二十辊森基米尔轧机进行简单介绍,并对其中控制系统的轧制力数学模型进行分析并对其优化方法进行研究。
1 二十辊森基米尔轧机介绍
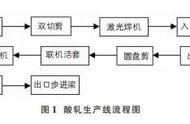
二十辊森基米尔轧机是森基米尔博士1933年发明的,是生产硅钢和不锈钢的关键设备[1]。首钢迁钢公司的二十辊森基米尔轧机采用的是单机架可逆布置,主要设备有:主轧机、开卷机、左卷取机、右卷取机等,设备平面布置简图如图1所示。轧机运行的最高速度为800m/min,能够将2.3~2.6mm的热轧硅钢原料经过4~5个道次的可逆轧制,生产出厚度为0.18~0.5mm的产品,然后进行后续工序的加工。

图1 二十辊森基米尔轧机结构简图
二十辊森基米尔轧机辊系按1—2—3—4呈塔形布置,上下对称设置。上下2个工作辊分别靠在2个第一中间辊上;上下2对第一中间辊支撑在3个第二中间辊上;而6个中间辊则支撑在外层的8个固定于机架梅花孔里的8个支撑辊上。二十辊轧机辊系结构复杂,作用在工作辊上的轧制力呈放射状传递到各支撑辊上,进而传递到机架上[2,3]。由于二十辊轧机辊系结构复杂,轧制力的设定精度对于轧件的质量控制更为重要[4]。
2 轧制力模型分析与研究
在二十辊森基米尔轧机的控制系统中轧制力模型采用的是忽略了轧件弹性压缩和弹性回复的Bland-Ford-Hill模型[5]。其中,轧制力的计算精度依赖于动态变形抗力、摩擦系数的计算精度,因而对这2个因素的计算过程进行分析。
2.1 Bland-Ford-Hill轧制力模型
Bland-Ford-Hill轧制力模型计算冷轧轧制力精度较高[5,6],是在实际生产中应用最广泛的一种轧制力模型。二十辊森基米尔轧机主要进行冷轧不锈钢和冷轧硅钢的生产,在这里采用Bland-Ford-Hill模型作为二十辊森基米尔轧机轧制力的计算模型,具体模型如下:

根据Hitchcock弹性力学中2个圆柱体弹性压扁的公式推得轧辊的弹性压扁半径公式为:

式中,P为轧制力,N;b为轧件的宽度,mm;kp为轧制过程中轧件的动态变形抗力,N/mm2;k为张力影响系数;Dp为轧制过程的平面影响系数;zp为轧制力的自学习系数;ε为轧制过程中轧件的道次压下率;μ为摩擦系数;tf为轧件的道次前张力,N;tb为轧件的道次后张力,N;H为轧件的入口厚度,mm;h为轧件的出口厚度,mm;R'为工作辊的压扁半径,mm;R为工作辊的半径,mm;在模型当中取常值0.000214,由