6.2.7材料硬化曲线选择

6.3操作程序和操作要点
6.3.1预热制度
6.3.1.1当轧机停机时间超过4小时后,重新启动轧制头3卷轧制速度低于300m/min。
6.3.1.2当出口厚度≤0.7mm,轧机停机时间超过2小时后,重新启动轧制,先采用比标准变形率降低一级,3卷后过度到要求轧制厚度上来。
6.3.2轧机调整
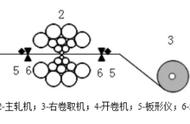
6.3.2.1轧制线调整
6.3.2.1.1轧制线标高为:1003~1038mm
计算机轧制线高度公式为:
H=φBuR/2 ΦW.R h下垫板 902.65mm
6.3.2.1.2选择垫板


6.3.2.2轧制零位调整
A、无带钢标定
在无带钢条件下,液压压下动作,当轧制力达到300T后,机架以20m/min速度转动,当轧制力达到600T时,DIGI-GAGE计算机将此时的两侧液压缸的平均位置设定为零位,进行辊缝水平调整,直到轧制力两边差<10T,调整完毕后,机架轧制力降至300T机架停止转动,继续抬起当辊缝值达到8mm时标定结束。
B、有带钢标定
有带钢条件下,换辊前进行采集。
换辊前,先抬高辊缝到10mm,然后机架的压下下压,压下至轧制力达到600t,自动记录此时的压下平均位置和压下位置差,采集结束。
换辊后,机架的压下至600t,压下平均位置和差位置返回到采集时存储的值,标定结束。
7、工艺冷却和润滑
7.1乳化液的成分:
溶质:纯轧制油基油
溶剂:脱盐水或冷凝水
7.2乳化液系统的主要参数:
浓度:2—3%
温度:40℃~60℃
压力:2.5~5巴
7.3乳化液的检化验制度及项目:
每周应对乳化液进行一次全分析(周二白班):
每班应对乳化液进行一次常规分析.
具体的分析项目如下