图1 改进前的钢、板拆垛系统
改进後的钢、铝板拆垛系统
图2为经过改造後的系统,增加了铝板拆垛系统。通过对比可以看出,整线在增加了铝板拆垛系统幷没有增加占地面积。由於替代皮带机通过折叠式设计(当板料无需清洗时,只作为传送单元)安装在了原钢板拆垛系统下方,整个拆垛系统看起来更紧凑合理。事实证明,在生产线的钢板和铝板生产之间生产转换,只需要在总控台同过生产模式转换即可快速实现。

图2 改进後的钢、铝板拆垛系统
关键技术
1. RotAx伺服旋转第七轴
由於受空间所限,在拆垛速度必须满足整线节拍的要求下,如果利用传统的六轴机器人和端拾器,由於板料的运行轨迹在进行180度旋转时需要避让钢板拆垛系统部分结构,故不能充分使用机器人的柔性速度。同时,可以看出,如果使板料在拆垛完成後以直线运动姿态进入替代皮带机将会大大缩短运行时间。而ABB机器人和其专利产品RotAx伺服旋转第七轴完全适应於这一要求。

图3 ABBRotax旋转7轴
区别於在机器人第六轴通过增加连杆机构实现附加第7轴,ABBRotAx伺服旋转第七轴是采用伺服控制,真正意义上的第7轴。借助於其360度的旋转运动。在工序间传递板料时,能保持零件方向不变。它不仅使端拾器布置灵活,而且操作编程简便,另外,因为伺服轴与机器人完全融为一体,可实现紧凑型生产线(压机间距离最小)的设置。更重要的是,由於板料在传递时的姿态平稳,机器人柔性的动力性能也因此发挥至最佳。自2006年首次在国内推出後,已成功使用於多家国内外知名汽车厂商,帮助其生产效率和产品品质得到大幅提高。
2.铝板分张
众所周知,由於铝板的非磁性特性,采用同钢板相同的分张方式,即利用同极相斥的原理制造磁力分张器是不可行的,通过考察当今汽车厂家,对於铝板分张主要在采用以下两种方式:
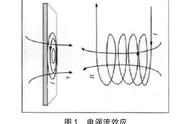
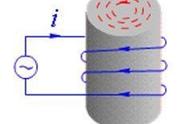
吹气分张:通常直接与钢板的磁力分张相结合,如图示,这种设计优点是结构简单,可以直接利用工厂气源,只需通过增设一储气罐来满足吹气分张的瞬时耗气量。同时,在生产钢板时,也可以作为其分张效果的辅助。缺点是由於板料间普遍存在的油膜,致使双料产生的机率大大增加,从而使生产节拍得不到保证。

图4 钢板磁力分张
锯条辅助 吹气分张:通过在端拾器上增加条形锯条,即使板料间存在油膜,可以借助锯条的细齿带起最上面板料,同时进行吹气。这种工作方式提高了板料分张的可靠性,生产节拍能在一定程度上得到保证。不足之处是由於锯条在工作时,容易产生微细的碎铝屑,一旦带入模具,会给零件品质和模具带来损失。或者,对於新的铝板冲压自动化线,可以考虑在对中前增加清洗单元。