(一)故障表现:
系统压力不足,油泵噪音,油泵过热,在冷却水路无故障情况下油温高,油泵不工作。
(二)故障分析和处理
故障分析:以上故障均是油泵出现了问题,应准确判断后进行处理。
故障判断处理:
1.系统压力不足,可经过调节油泵上的压力切断调节阀进行调节,压力切断调为18Mpa,主安全阀压力调为22Mpa.
2.油泵噪音,油泵过热,在冷却水路无故障情况下油温高,这些表现都是油泵磨损损坏的表现。首先把所有操作阀杆复位,打开油泵泄漏油管(找一个可测量的容器至少5L以上),再启动油泵(油泵在空负荷状态下运行),观察油泵泄漏量是否在规定范围2.3L/min-2.7L/min,(正常工作时泄漏量在5-9L/min.)若泄漏量超标,证明油泵磨损,根据磨损情况判定是否更换油泵。
3.油泵不工作的情况很少发现,这是由于双联泵的头泵和尾泵上的油管接反会造成这种情况,或者油泵上LS孔接头拧的太紧,或接头上没有装组合垫,造成接头压住LS孔内弹簧,使泵得不到油压反馈的信号,从而发生油泵不工作的情况。
4.请按标准加注抗磨液压油,加油时注意干净卫生,严格保证油脂质量,才能使机组正常生产和工作。
(一)故障表现:
截割臂和截割减速器异响,过热,漏油,以及截割臂内漏水故障。
(二)故障分析和处理:
故障分析:
1.截割臂过热和异响一般是截割轴承磨损;
2.截割减速器异响和过热是齿轮和轴承磨损造成的,根据磨损情况判断是否需要更换轴承或齿轮。
故障处理:
1.截割臂和截割头之间有油漏出,是截割臂前端的浮动密封损坏造成的,应更换。
2.截割臂最下方有放水丝堵,打开放水丝堵,若有大量水流出,则是密封水套上格莱圈磨损,应先断开内喷雾水,防止截割臂内腔水压过高,使冷却水进入截割轴承处,造成轴承损坏,然后有合适时间更换内喷雾水套密封(更换水套密封需拆下截割臂,时间较长)。
3.当发现截割臂过热时,可用螺丝刀一端放在耳朵上,一端靠在截割臂上,听截割臂里面的声音,如发现有有规律的异响(如咯噔..咯噔),那说明轴承已经损坏,必须马上更换截割臂内轴承及所有密封。
4.截割减速器内若磨损严重,会产生很大的噪音(一般为哗啦.哗啦..齿轮碰撞的声音),较为明显的判断,此时应对减速器进行井上检修,更换损坏的配件。此外检查油脂看里面是否有铁屑,有大量铁屑也是磨损严重的表现。
5.截割臂和截割减速器内加重负荷N320齿轮油,请按标准加注和定期更换,以延长机组使用寿命。
(一)故障表现:
行走故障:表现为行走无力,行走不动,行走停顿,上坡时行走停止机组自动下滑,空载压力过大,行走减速器异响,行走减速器内油量增多且为液压油,掉链子,履带断等。
(二)故障分析和处理:
故障分析:行走故障的造成有以下几点:系统压力不足,管路挤压变形堵塞,换向操作阀(此为六联阀)损坏或堵塞,行走联通块堵塞,行走马达磨损内泄,六联阀内减压阀损坏,行走减速器内制动器失灵,制动器释放阀块失灵等都会造成以上对应故障。
故障处理:
1.行走无力时应检查系统压力是否正常,如过低应调节为18Mpa,主安全阀压力为22Mpa.2.检查易堵塞部位,确认管路及各部件的畅通。
2.支起后支撑器和铲板,使履带腾空,空转行走,压力不得过高(一般在7Mpa范围内),如果超过10Mpa以上或达到18Mpa行走仍然不动,则很可能是制动器没有完全打开,这时观察制动器压力表看压力是否在2-4Mpa之间,压力低于2Mpa或没有压力,则是行走制动器释放阀块损坏,更坏或修理即可。
3.上坡时行走停止机组自动下滑或行走停顿,均是行走制动器释放阀块的故障,更换后可以排除问题。
4.检查行走马达泄漏量是否正常(正常空载泄漏量为2L/min),泄漏量过大会出现行走无力应更换行走马达。
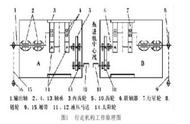
5.行走减速器内异响,应打开端盖检查齿轮是否磨损;行走减速器内为3级减速,由外到内依次为3星轮,4星轮,5星轮,可以依次取出进行检查,注意干净卫生,不得有杂质进入减速器内。
6.减速器内油量增加,且为液压油,这种情况是由减速器内制动器密封损坏造成液压油泄露而形成的,现场无法处理的应更换新的减速器。
7.履带太松太紧都会造成履带折断的情况,太松还会引起经常掉链子;请按标准涨紧履带(履带自由下垂度为50-70mm)。
8.请按标准要求加注减速器齿轮油(N220重负荷齿轮油),保证机组正常运转。
(一)故障表现:
液压油油温高,正常工作油温会超过70℃属于油温过高现象。
(二)故障分析与处理:
油温过高会造成液压油迅速变质,各个密封件使用寿命降低,漏油,加速油泵的磨损,造成重大事故,不容忽视。
故障分析:油的冷却来源于水,水路不畅和超负荷运转(一般指截割超出机组规定硬度的岩石)是造成油温过高的主要原因。
故障处理:
1.在油温过高时应检查外喷雾和截割电机冷却水水温是否也过高,冷却器是否也过热,如果没有过热,应检查水路水管是否接错。
2.检查外喷雾和截割电机冷却水出水量是否正常;若出水量小,说明是管路或喷嘴,接头,冷却器,特别是水减压阀堵塞造成的(注意管路无挤压现象),这时我们可以按照一一分解方法来检查到底是哪里堵塞:从喷嘴管路处拆开,看水量大小,依次顺着管路往后拆(包括冷却器进出水的管路,水减压阀进出水的管路等)找到堵塞的地方更换其配件或清洗疏通即可。
3.一定控制好水质,是保证油温正常的前提条件,水质差各部件容易堵塞造成油温升高,机组寿命缩短,所以在外来水处可以加一到两个水过滤器,定期清洗过滤器,从而保证冷却水畅通机组正常运转和生产。
(一)故障表现:
回转台空转时压力高,回转慢;回转不能自锁;铲板或截割臂不能上下动作或动作慢,空载压力高。以上故障均会给生产工作造成一定困难或停产。
(二)故障分析与处理:
故障分析:以上故障应首先检查系统压力,换向操作阀,安全平衡阀,以及油路油管和油缸是否出现问题。
故障处理:回转故障。
1.回转动作缓慢,应检查空转压力是否过高(一般在10Mpa范围内),若压力高,检查各油路有无挤压变形,油缸有无漏油现象,检查换向操作阀(六联阀)是否有问题;可以将接在六联阀上的回转管路与铲板或升降的管路互换,这时如果故障排除,说明回转阀片损坏,应更换六联阀组。
2.若故障仍然存在,应检查回转平衡阀是否损坏或堵塞,回转平衡阀出现故障时还会造成回转不能自锁。回转平衡阀的故障判断:第一可以将两个阀芯与铲板或升降平衡阀的阀芯互换,这样可以判断是否是阀芯堵塞造成回转空转压力高和动作缓慢的故障;第二将回转平衡阀直接甩掉(甩掉后回转不能自锁请注意安全),甩掉方法是将回转两个油缸尾部的管路对接,油缸前端的两根油管直接接到六联阀上控制回转的单片阀上。这时故障消失,说明平衡阀损坏应更换新的安全平衡阀或阀体,阀芯。
铲板和截割部故障:当出现铲板或截割部不能上下动作或空载压力高,动作缓慢时:
1.可以将铲板安全平衡阀与截割升降平衡阀整体互换以判断是否是平衡阀的故障;
2.检查换向操作阀(六联阀)是否有问题;可以将接在六联阀上的铲板或升降的管路与回转管路互换(如用回转的阀片操作铲板升降等),这时如果故障排除,说明铲板或升降阀片损坏,应更换六联阀组(回转,截割升降和铲板接在六联阀上的管路接头型号相同均可以互换以检查故障)。
3.为了延长机组使用寿命,请按标准给各个销轴加注黄干油,减少销轴磨损。
(一)故障表现:
星轮无力,在行走前进时,铲板上煤不断堆积,当煤没过星轮一半,或者铲板上煤块堆积量很少时,星轮随即停止旋转,不能正常运输货物,造成进尺困难耽误生产或停产。
(二)故障分析与处理:
故障分析:首先考虑是单独一个星轮无力,还是左右两个星轮都无力。如果是单独一个星轮无力,应着重检查下星轮驱动马达是否出现问题;如果左右星轮同时出现无力情况,很大可能是系统压力出现问题,因为两个星轮驱动马达同时出故障的可能性比较小(但是也不排除两个同时出现故障的可能性)。
故障处理:
1.首先检查系统压力是否正常。如果发现四联阀系统压力低于18Mpa,应重新调节系统压力至18Mpa,主安全阀压力22Mpa。然后试机看故障是否排除。
2.如果系统压力均正常,且星轮出现无力情况,应把铲板上的煤块清理干净,让星轮自由无阻力运转,检查压力是否过高,若过高说明星轮在空转时有阻力,应检查铲板上是否平整,有无螺栓松动突起阻挡星轮的运转;检查星轮马达进出油管以及泄漏油管是否有挤压变形情况;
3.星轮马达空转压力正常,油管无变形挤压时应检查星轮马达是否损坏:空转出现故障的星轮马达,打开泄漏油管,(正常情况下基本无油流出)如果有大量油流出,说明此马达已经内泄,应更换此驱动马达。
4.星轮内应按标准加N320重负荷齿轮油,保证星轮轴承的润滑,若润滑不到位,造成轴承烧坏卡死,也会造成星轮无力,请注意按规定标准维护和保养。
仅供学习交流 侵删
,