数控车对刀
1. 回整数点,转速,换刀。方法:在录入方式MDI画面输入“G00X100Z100、S500M03、T0100”。输入、启动。
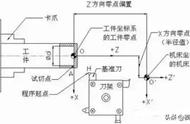
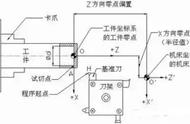
2. 用手动方式靠近工件、再用手轮方式在工件端面车一刀、直车入.直接退刀。在录入方式“G50. Z0”输入、启动。
3. 用手轮在工件外圆车一刀。直接后退、停主轴。测量工件直径。在录入方式. MDI画面输入“G50、 X测量值”,输入、启动。
4. 手动退刀远离工件。手动换第二 (三、四、) 把刀,将第二(三、四)把刀移动到端面和外圆相交点处。按“刀补”移动“光标”到02(03、04)处。输入X测量值“输入”、Z0“输入”。 同理对第三、第四把刀。
5. 刀具检验:手动退刀到安全点。“MDI” “T0101”“输入”、启动。G00,X测量值、Z0,输入、启动。看刀具是否回到相交点处。 同理检验第二、第三、第四把刀。
,