数控车床编程(实际加工)。
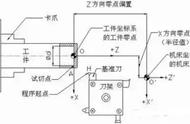
接着上一期的视频讲,上一期我们已经编好了精加工的程序。把它车到底,Z轴不能动,这是第一把刀,所以我们就把光标移移到第一把刀上面。然后这里是Z0.0参数,然后再按输入。第一把刀现在就可以移动了,只是换程序。但是我们刀没动,这个刀还是原来的刀,所以我们只要对Z轴就可以了。

如果你只是重新换了一个产品,重新编了一个程序。但是你的刀没拆下来,还是用以前的刀。你对刀的时候,你只对Z轴就可以了,血不需要对的,因为这个对一次刀,它是永远有效的。除非你是把它拆掉了,那就重新对。
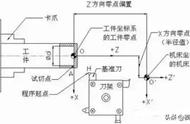
现在我们开始对第二把刀,这个其实这个主轴转不转都可以,你只要碰到就可以了。好碰到了,这里就是第二把刀的X不需要对了,因为我们这个刀没动。有的朋友问我是先对刀还是先编程序,这个没有影响的,你先对好刀再编程序也行。你先编好程序再对刀也是一样的。我们程序里面的外圆上是Z-15对不对?意思就是说从这个Z的0点往左边走15毫米,但是你要注意看一下三爪的距离到Z的0点距离有没有15毫米。如果没有,这个刀加工过来,它会碰到三爪,这个我们量一下,这个有15.3,只要这个三爪的位置,你这个S的0点超过15就行了。

有的朋友会问了,为什么一定要-15呢?因为我们这个产品的总长是15,这十五的外圆我们要一刀把它车通。假如你车不通,你做两次车,这边车过来,在接刀的地方它会有痕迹,不好看。所以说碰见这种产品,尽量一刀要把它车通。加工这一面的时候,你不要管它总长是多长,车光就可以了。反过来加工这一面的时候,在控制总长吗?我们那个程序是个精车程序,假如是粗车,那肯定是不行的。粗车我们要考虑到这个毛坯的大小,看一下一刀能不能车过去。我刚刚量过了,我们加工好了,所以说一刀是车不过去的,因为我们吃刀量不能太大,夹的太少了。如果尺度量太大,等一下这个产品会飞掉的。

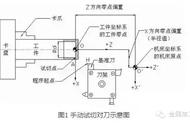
加工这个外圆和这个端面,我选择的是这个外圆刀,这个外圆刀是95度的,但是也可以加工端面,就是一把刀就搞定了。然后内孔刀内孔刀,这个就不用说了。现在外圆我们走了,两刀这里第一刀5,然后内孔我们也5;这个尺寸第一刀,体后这的尺寸第二刀,那咱们就加工试一下。加工好了,这条线你不用管,这条线有别的用处。