优点:
1.焊缝熔深大、熔宽小、焊缝金属纯度高
2.既可用于很薄材料的精密焊接,又可用于很厚的(最厚达300mm)构件焊接
3.能解决异种金属、易氧化金属及难熔金属的焊接
4.其他焊接方法能进行熔化焊的金属及合金都可以用电子束焊接
缺点:
1.焊接准备时间(主要是抽真空时间)较长,工件尺寸受真空室大小限制
2.不适于大批量产品
8 激光焊
激光焊是利用大功率相干单色光子流聚焦而成的激光束为热源进行的焊接。这种焊接方法通常有连续功率激光焊和脉冲功率激光焊。

优点:
1.不需要在真空中进行
2.能进行精确的能量控制,因而可以实现精密微型器件的焊接
3.能解决一些难焊金属及异种金属的焊接
缺点:
1.穿透力不如电子束焊强。
9 钎焊
钎焊的能源可以是化学反应热,也可以是间接热能。它是利用熔点比被焊材料的熔点低的金属作钎料,经过加热使钎料熔化,毛细管作用将钎料及入到接头接触面的间隙内,润湿被焊金属表面,使液相与固相之间互扩散而形成钎焊接头。因此,钎焊是一种固相兼液相的焊接方法。

优点:
1.加热温度较低,母材不熔化,而且也不需施加压力
2.对工件材料的性能影响较小,焊件的应力变形也较小
缺点:
1.焊前必须采取一定的措施清除被焊工件表面的油污、灰尘、氧化膜等
2.钎焊接头的强度一般比较低,耐热能力较差
10
电渣焊
电渣焊是以熔渣的电阻热为能源的焊接方法。焊接过程是在立焊位置、在由两工件端面与两侧水冷铜滑块形成的装配间隙内进行。焊接时利用电流通过熔渣产生的电阻热将工件端部熔化。

优点:
1.可焊的工件厚度大(从30mm到大于1000mm),生产率高
2.电渣焊可用于各种钢结构的焊接,也可用于铸件的组焊
缺点:
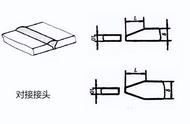
1.局限性:主要用于在断面对接接头及丁字接头的焊接
2.电渣焊接头由于加热及冷却均较慢,热影响区宽、显微组织粗大、韧性、因此焊接以后一般须进行正火处理
11 高频焊
高频焊是以固体电阻热为能源。焊接时利用高频电流在工件内产生的电阻热使工件焊接区表层加热到熔化或接近的塑性状态,随即施加(或不施加)顶锻力而实现金属的结合。因此它是一种固相电阻焊方法。