优点:
1.生产率高,焊接速度可达30m/min
2.是专业化较强的焊接方法
缺点:
1.要根据产品配备专用设备
2.局限性:主要用于制造管子时纵缝或螺旋缝的焊接
12 气焊
气焊是用气体火焰为热源的一种焊接方法。应用最多的是以乙炔气作燃料的氧——乙炔火焰。

优点:
1.设备简单使用方便
2.可用于很多黑色金属、有色金属及合金的焊接
缺点:
1.加热速度及生产率较低,热影响区较大,且容易引起较大的变形
2.局限性:一般适用于维修及单件薄板焊接
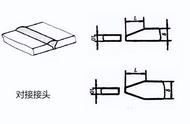
13 气压焊
气压焊以气体火焰为热源。焊接时将两对接的工件的端部加热到一定温度,后再施加足够的压力以获得牢固的接头是一种固相焊接。

优点:
1.气压焊时不加填充金属
缺点:
1.局限性:常用于铁轨焊接和钢筋焊接
14 爆炸焊
爆炸焊以化学反应热为能源的另一种固相焊接方法。是利用炸药爆炸所产生的能量来实现金属连接的。

优点:
1.可以焊接的异种金属的组合的范围最广
2.可以用爆炸焊将冶金上不相容的两种金属焊成为各种过渡接头
缺点:
1.局限性:多用于表面积相当大的平板包覆,是制造复合板的高效方法
15 摩擦焊
摩擦焊是以机械能为能源的固相焊接,它是利用两表面间机械摩擦所产生的热来实现金属的连接的。