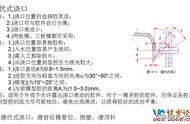
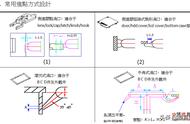
3、冲子的固定形式
最常见的是采用夹板对冲子进行固定,而冲子与夹板间采用间隙配合。间隙可根据模具精度、料厚进行适当缩放,一般可取单边0.01mm。
冲子可以做成装配台阶形(直径较大的采用)。一般对中小型的凸模多采用铆头形式固定。特别是多头冲模,在彼此间距很小的情况下,用台阶式结构会互相干涉,用铆头结构就比较紧凑。

也可以将冲子与上模座直接固定。这种一般多用于冲裁较大工件固定。将冲头做成镶件快拆也是一种不错的选择。可更换的冲子固定形式,多用于冲子特别容易磨损和大型冲模中的一些小冲子。因为这些冲子容易损坏,需经常更换。
采用这种结构形式的操作更换可实现快速更换,不用拆卸整个上模,能更好的降低修模周期。另外,还有使用灌胶固定的方法,一般现在使用不多,在这里就不做详细介绍。具体如下图:

4、冲子长度的确定
冲子长度一般根据冲模的结构来确定,理论上是看上模模板厚度来定。一般情况下,在满足结构和使用要求前下越短越好。凸模长度可按下式计算:
L=h1 h2 h3 (10~20)(mm)
h1------导尺厚度(mm)
h2------卸料板厚度(mm)
h3------凸模固定板厚度(mm)
公式中的10~20mm包括冲子进入入子深度、冲子修磨量、冲模在闭合状态下卸料板到冲子夹板间的距离。冲子长度在设计时应根据冲模的不同结构和要求加以修正。在一般情况下,冲子强度和刚度不需计算,只有冲子断面很小,被冲材料很厚而硬的情况下,才有必要对冲子强度、刚度进行校核验算。

冲头的设计在模具中非常重要,希望这篇文章对模具从业的初级设计人员有一点帮助。
本文由“模具设计壹扬老师”原创编写,“关注”每天都能获得更多模具前沿知识
模具问题讨论、学习,请在下方评论区留言
,