大家好,我是南阳小张。今天给大家讲解一下如何用G72加工大倒角。之前我们介绍了用G94或G90,但如果倒角较大,使用这两个指令会比较麻烦,程序也会比较长。
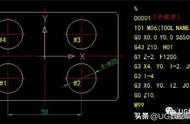
今天我给大家介绍一种新的方法,用G72来加工大倒角,同时还可以进行端面检测。下面是程序,循环次数为C7202,定位点为留1毫米,单边每移动0.1W、0.1R,退刀量为54。

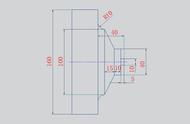
程序号为QQ2,X向不加余量,Z向留24,进给速度为0.2f。这是程序,倒角角度为-88.8度,偏移量为16,长度为35。
这是程序。为什么不用G1呢?因为G1效率更高,更适合加工。G2从下往上加工,没有毛刺,效果更好。下面看一下运行时间。G2程序用时39秒,下面是G1的程序。G1和G2的程序完全一样,只是前后的进给量不同。
运行时间为41秒,慢了2秒,还有毛刺,所以G2更适合加工。现在开始加工,看看效果如何。开始加工,效果不错。

今天就讲到这里,感谢大家的观看。
,