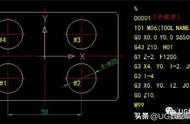
端面出车循环,G72今天不教会你不下课!现在咱们来看第一个格式。G72是循环起点,循环起点如何编程?就是要编成在工件物的毛坯外面。
该指W是z方向的每次切刀量,就是每次切的时候一刀切多少,以毫米为单位。R是退刀量,就是以方向的退刀量。G72P是开始程序段。什么是开始程序段?就是一个工件物,你要把它切好的轮廓编写在p值这里,Q值就是结束程序段,最后一刀结束了就要编写在Q值这里,U就是Z方向精车余量。

W是g 方向精车余量,精车余量通常以1毫米以下为单位。O是静给速度,同时要是听到这里了,你一定是个好学的人,我相信你一定会了。

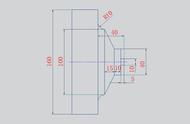
现在咱们看这个图是G72的走刀路径,G72不同之处它就是从后面切下来的,同样程序也是从后面编写起来。咱们看它的走刀路径,切一刀退回来又进刀,看到了没有?它是逐步往下切的。G72的原理就是从大切到小,也是非常好,记得跟G71差不多一样,记不住的朋友们可以反复观看。
,