陆有明(海南海口570311)
摘要:磨尾双选粉的实质是粒径配制。通过粒径配制,水泥颗粒级配合理,致密度高、空隙率低,有利于降低需水量和提高强度,水泥性能好。从生产角度考虑,磨尾双选粉分为两组变量:一组选粉机的循环负荷率k1、k2,另一组选粉比例ℓ1、ℓ2。任何一组变量中某一个发生变化,都会引起系统变化。研究发现,ℓ1越大、ℓ2越大,综合k越大、综合产量D越小、45μm筛余越小;k1越大、k2越大,综合k越大、综合产量D越小、45μm筛余越小。综合k和细度在k1、k2坐标和ℓ1、ℓ2坐标中均呈等位线变化,当循环负荷率和选粉比例在等位线上变化时,综合k和细度不会变化。研究还发现,综合产量与出磨量成正比关系。
关键词:磨尾双选粉;粒径配制;粉体计量;在线粒度;循环负荷率;选粉比例;等位线
1“磨尾双选粉”简述
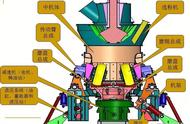
笔者发明并获国家知识产权局授权的《一种采用磨尾双选粉实现粒径配制的水泥粉磨系统》(简称“磨尾双选粉”),是在水泥磨尾设置两台选粉机(一台选粗粉、一台选细粉),通过调节两台选粉机的产量和细度,成品颗粒级配合理,磨系统具有“一宽两高三低”特点(一宽指粒径分布宽,两高指台时产量高、水泥强度高,三低指单位产品电耗低、水泥温度低、标准稠度用水量低)的综合性实用新型专利技术。
磨尾双选粉的实质是粒径配制。通过粒径配制,水泥颗粒级配合理,致密度高、空隙率低,有利于降低需水量和提高强度,水泥性能好。通过合理设置粗细选粉机的循环负荷率和选粉比例,可以做到“该磨的磨、不该磨的不磨”,避免出现过粉磨现象,提高粉磨效率,从而提高磨系统台时产量、降低吨产品电耗,同时也降低了出磨水泥的温度。
磨尾双选粉分为标准型和半开型两种模式。
标准型磨尾双选粉工艺流程如图1。出磨粉料经过斗提和除渣,分两部分:一部分进粗选粉机,另一部分进细选粉机。进粗选粉机的粉料,经过风选,合格细粉随选粉空气被抽到粗粉配料仓顶,经旋风筒收集进到仓内,含有一定细粉的选粉空气被抽到细选粉机,做为细选粉机的一次风。不合格的粗粉返回磨头重磨。粗粉配料仓主要临时储存合格粗粉,一旦细粉来料出现波动,粗粉配料仓有能力调节粗粉配料量。进细选粉机的粉料,经过风选,合格细粉随选粉空气被抽到收尘系统,经收尘和计量,与粗粉混合成成品。图示流程配有粉体计量称和多点远距离在线粒度检测系统等计量检测装置。

如果出磨筛余小于某个数,可实施半开型磨尾双选粉,出磨粉料分三路,一路直接进成品,另外两路进选粉机,其工艺流程如图2。由于该模式的一路出磨粉料直接进成品,类似于开路磨,因此称为半开型磨尾双选粉(含有部分开路磨工艺的意思)。相对标准型来说,该模式选粉机总喂料量少,选粉风量少,尾排风机电机用电量少,因此节能效果更好。

2“磨尾双选粉”公式
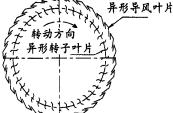
如图3,在磨尾双选粉的物料平衡中,A为喂料量,B为出磨量(即磨内通过量),C为综合回粉量,C1为细选粉机回粉量,C2为粗选粉机回粉量,D为综合产量(或成品量),D1为细选粉机产量,D2为粗选粉机产量, E1为出磨入细选粉机量,E2为出磨入粗选粉机量,E3为出磨到成品量,d1为细选粉机产量占成品比例,d2为粗选粉机产量占成品比例,d3为出磨占成品比例,k为磨系统综合循环负荷率,k1为细选粉机循环负荷率,k2为粗选粉机循环负荷率,ℓ1为出磨入细选粉机比例,ℓ2为出磨入粗选粉机比例,ℓ3为出磨到成品比例。

通过磨尾双选粉各环节物料关系,可以推导出:
产量、出磨量和循环负荷率关系:D=B/(1 k) (1)
综合产量公式:
D= D1 D2 E3=B(ℓ1/(1 k1) ℓ2/(1 k2) ℓ3)=B(1-(k1ℓ1/(1 k1) k2ℓ2/(1 k2)))
= B (1 (1- ℓ1)k1 (1- ℓ2)k2 (1- ℓ1- ℓ2)k1 k2)/ (1 k1 k2 k1 k2) (2)
综合循环负荷率公式:
k=C/D=( C1 C2)/D =(k1ℓ1/(1 k1) k2ℓ2/(1 k2))/(1-(k1ℓ1/(1 k1) k2ℓ2/(1 k2)))
=((1 k2) k1ℓ1 (1 k1) k2ℓ2)/(1 (1- ℓ1)k1 (1- ℓ2)k2 (1- ℓ1- ℓ2)k1 k2) (3)
成品组成比例:
d1=ℓ1/(1 k1) / (1-(k1ℓ1/(1 k1) k2ℓ2/(1 k2)))
= ℓ1(1 k2) /(1 (1- ℓ1)k1 (1- ℓ2)k2 (1- ℓ1- ℓ2)k1 k2) (4)
d2=ℓ2/(1 k2) / (1-(k1ℓ1/(1 k1) k2ℓ2/(1 k2)))
= ℓ2(1 k1) /(1 (1- ℓ1)k1 (1- ℓ2)k2 (1- ℓ1- ℓ2)k1 k2) (5)
d3=1-d1-d2 (6)
由于1≥ℓ3≥0,且ℓ3=1-(ℓ1 ℓ2),得出:1≥ℓ1 ℓ2≥0。
细选粉机循环负荷率k1大于粗选粉机循环负荷率k2,即:k1/ k2>1。
3变量对系统的影响
从生产角度考虑,磨尾双选粉分为两组变量:一组选粉机循环负荷率k1和k2,另一组选粉比例ℓ1和ℓ2。任何一组变量中某一个参数发生变化,都会引起系统变化。
由公式(1)可知,保持出磨量B一定,综合产量D与综合循环负荷率k是一元函数关系,已知一个,可以计算出另外一个。
因此本文以某水泥企业的一条粉磨线为例,通过固定一组变量分析另一组变量对系统产量(借助综合循环负荷率k研究)和细度(45um筛余)的影响。
3.1固定选粉机循环负荷率
3.1.1 ℓ1、ℓ2对综合k的影响
假设ℓ1、ℓ2为变量, k1、k2为常数,根据公式(3)制作《磨尾双选粉综合循环负荷率k的L型计算表》如表1。