请问哪个的平衡率更好?
【解】
电装3人平衡率 =(32 37 40)÷(40×3)× 100% = 90.8%
电装7人平衡率 = (18 18 24 37 45 16)÷(45×7)× 100% = 49.5%
同样的产品,因工序组合及布局的不同导致平衡率的差异。平衡率较差时,需反思工序规划的合理性。
如果你是工厂负责人,接下来,你要做什么?你准备怎么做?
平衡改善
首先对生产线平衡进行分析:
1,确定对象与范围
2,用作业分析把握现状
3,测定各工序的净时间
4,制作速度图表
5,计算平衡率
6,分析结果并制定改善方案
改善应该遵循以下原则:
1,首先考虑对瓶颈工序进行改善
2,改善耗时长的工程,缩短作业时间
3,改善耗时较短的工程
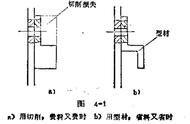
常见分析方法
程序分析法(ECRS):整体性制造过程各作业运用剔除、合并、重排与简化使之合理化。
▼ ECRS原则 ▼

▼ ECRS法运用图示简介 ▼