图6 压铸件凸台X光结果对比
a — —预铸状态X光结果 b — —无预铸无挤压状态X光结果
c — —挤压状态X光结果
4.2 挤压方式二的应用示例
如图7、 图8、 图9所示, 压铸件指示区域有2根斜油道和一个M6mm的螺纹孔, 斜油道无法预铸, 压铸件基本壁厚4mm, 而此处局部壁厚22mm, 凝固后斜油道和螺纹孔三者间缩孔风险高, 加工后互渗风险高。

图7 成品状态图示 图8 成品状态局部透视图

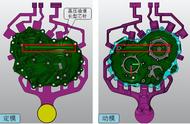
图9 反面局部挤压设计点
为解决此问题在指示区域内侧圆孔处设计挤压销结构, 按上面介绍的增压体积计算方法和挤压销端面面积选择规范, 压铸件上自带的 ϕ 10mm深10mm的圆孔满足挤压需求, 按挤压方式二的设计局部挤压方案, 挤压销规格 ϕ 8mm, 挤压深度10mm。
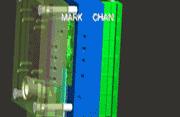
图10所示为压铸件X光检测结果, 挤压销设计位置周边 ϕ 50mm的范围内X光状态下无可见缩孔、 气孔等缺陷, 挤压销结构成功解决了斜油道处压铸件缩孔、 缩松等缺陷出现的风险, 压铸件加工后2处斜油道气密性检测100%合格, 批量生产过程中此处斜油道没有出现弥散性气缩孔缺陷。

图10 压铸件斜油道处X光结果
5 结论
(1) 按本文介绍的方法设计的局部挤压结构可成功解决铝合金压铸件厚大部位的缩孔、 缩松等问题。
(2) 局部挤压结构由于铝液局部受较高的压应力, 压铸件内部质量稳定, 工艺稳定后挤压销处不会出现弥散性气缩孔等缺陷, 压铸件合格率高。
(3) 按本文介绍的设计规范设计的局部挤压结构生产中运行稳定, 连续生产过程中没有发生挤压销卡滞问题。
—The End—
文末相遇,感谢阅读!
,