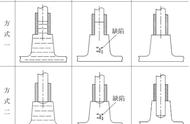
图3 长抽芯针定位结构
针套的长度取决于镶件的厚度,且一般抽芯针与针套有效配合长度按照抽芯针直径的3倍选取。变速箱侧盖的高压油道长抽芯针成型段长为262 mm,直径为φ10 mm。按照以往经验值,此针与针套有效配合段长度为30 mm。实际生产发现,如高压油道长抽芯针与针套有效配合段为30mm,长抽芯针针套配合长度较短,会导致长抽芯针定位不好,发生偏摆。因此尝试将此高压油道长抽芯针与针套有效配合段延长至40 mm,但出现长抽芯针套因配合长度过长导致抽芯针卡死现象。经过不断改进优化针套结构,研究出分段式针套结构)。

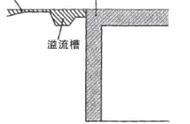
图4 针套渐变式结构
研究长抽芯针有高压点冷冷却和无高压点冷冷却状态下各压铸300模次后长抽芯针外观情况发现,长抽芯针有高压点冷冷却结构,压铸300模次之后针的外观面光洁、无烧伤粘铝;无高压点冷冷却结构压铸300模次之后针的外观面烧伤、粘铝严重。采用高压点冷冷却结构(见图5),通过对冷却时间调整,可以将抽芯针温度控制在适宜温度范围内,这样可以减少此长抽芯针的烧伤、粘铝,从而减少抽芯针变形和偏摆的可能性,提高抽芯针寿命。

图5 长抽芯高压点冷冷却结构
选用不同材料的抽芯针,在其他条件保持不变的情况下,进行压铸验证,记录并跟踪抽芯针压铸一定模次之后抽芯针的同心度变化情况(见图6)。为了更好杜绝长抽芯针变形,选用4号材料的抽芯针,同时抽芯针寿命收严至3万模次管控,且每次上模压铸前均需要打表测量抽芯针的同心度。

图6 不同材料的抽芯针在不同模次下针同心度变化曲线图
多点进浇方式,铝液温度为660 ℃,模具温度为150 ℃,喷涂时间为17 s,冷却时间为11 s对抽芯针变形和偏摆影响不明显。抽芯针采用T型连接、定位块定位和采用高压点冷冷却,研发出长抽芯针与针套配合段分段式结构,减少抽芯针与针套磨损,减少抽芯针变形和偏摆的可能性。W360材料抽芯针强度可满足此抽芯针实际所需承受的力,减少抽芯针变形和偏摆的可能性。
【结语】
按照以上压铸生产工艺、模具结构、采用W360材料抽芯针,我司变速箱侧盖高压油道长抽芯针未出现变形和偏摆导致油道孔壁厚问题。
【参考文献】
中文:李秋旭,孙永明,吴广坚,等.铝合金压铸过程中减少长抽芯针变形和偏摆研究[J].特种铸造及有色合金,2022,42(3):391-393.
英文:LI Q X,SUN Y M,WU G J,et al.Reducing deformation and deflection of long core-pulling needle in aluminium alloy die casting[J].Special Casting & Nonferrous Alloys,2022,42(3):391-393.
,