设计干货总结:库区容量的大小,一般成品库按15天到20天的产量来规划,素材库按照一周的产量设计,空框则按照2~3天的使用量来设计其存储量。
⑤功能区域划分
项目规划,按照成品存储区、素材与成品混放储存区共两个区域考虑。在素材与成品储存的位置关系上,素材与成品混放区要设计在靠近生产一端,这样方便穿梭车调度时最大限度地提高运行效率。参见图16。

(2)入库流程
在包装区和素材区共设计4个入库码头,每一个码头都设计一台准备提升的货台。实际上就是将立体库与生产有效地进行了对接,生产完毕的产品只要放置到收货台,就进入到了仓储物流系统。
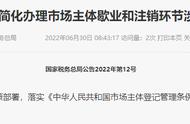
如图18,在每一个提升机的两侧设置一个成品入库,同时从仓库调拨来一个空框供生产区域使用。

入库流程包括以下几个步骤,参见图19:

①入库组盘
空料框和实料框组盘数据的生成过程有所不同。
空料框入库,由操作员在入库口,通过手持终端扫描料框条码确认后,系统将自动生成空料框的组盘数据。
实料框入库,由接口系统自动读取组盘数据,具体过程如下:包装人员在包装区将包装好的物料放入料框,料框号采用一维条码,并在ERP系统中录入料框(料框号)和物料信息(物料编码、规格、数量、重量等),接口系统自动读取料框组盘数据,生成WMS系统入库组盘数据。
入库组盘数据生成后,作业调度系统根据组盘数据自动生成入库作业(入库作业数据包括主信息和明细信息两部分。主信息包括作业代码、任务号、托盘条码、料框重量、货位编号空料;明细信息包括作业代码(与主信息对应)、物料编码、物料名称、物料规格、数量等。
②料框扫描
在每个入口输送机上,配置一个固定条码扫描仪。由吊车工将组盘完毕的托盘放到入口输送机上,启动入库按钮,输送系统将触发固定条码扫描仪扫描料框条码,并把扫描结果返回到作业调度系统。作业调度系统根据接收到的料框号搜索已生成的入库作业数据,搜索到数据,则将作业任务号、目标巷道号、物料规格(主要针对长度)下达给输送系统;否则,输送系统将发出声光报警,指示料框无录入信息,同时悬挂于入口的LED屏也将提示扫码错误。如果固定条码有扫描仪无法扫到条码,系统将报扫码错误,可通过手持终端补录料框条码。