通常踩曲场应靠近麦粉仓库,和面锅、注水桶、曲料糟斗和曲母容器要分别定容和定量。
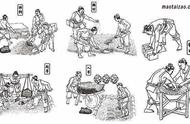
和面锅为普通大铁锅。曲模由木料制成,一般大小为370毫米x230毫米x65 毫米。踩曲工人 12 ~14 位,其中提麦粉、加水、加曲母各1位,踩曲9~11位。
曲料装入曲模用足踩紧后,经1.5~2小时,曲坯外面水分挥发,一部分水分被麦粉吸收。当表面呈半干状态时,俗称“收汗”,即可搬进曲房。
曲坯培养时,将附着于曲块表面的稻草除净,运入曲仓储存。曲仓多为平房,分两边排列,中间为走道。
每个曲仓的有效面程约30平方米,地面以红土筑成或水泥地面,门窗各一,每个曲仓投料麦粉9000公斤,踩成曲坯约1600块,每块平均重量为7.6~7.9公斤。

出房成品曲每块平均重量为4.6~4.8公斤,扣除在工艺中损失后。一般成曲率为80%~84%,麦曲的储存期要求3个月以上,使曲块进一步干燥。
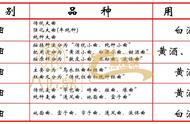
3个月后即为成品曲,称为陈曲,方可投产使用。高温优质麦曲为黄褐色,香气冲鼻,曲块干,表皮薄,曲质疏松,经折断闻有酱、曲香味,无霉臭气味及其他异味。
如将曲块放入水中,能出现多而久的成串气泡,这种曲可认为是好曲。
高温麦曲是一种以细菌为主的传统酒曲,制曲过程中孢杆菌最多,成品曲中细菌占总菌数84%~95%,又称细菌曲,具有氨态氮含量高和糖化力低等特点。

高温麦曲的好坏,取决于制曲温度,如制曲温度高而适当,麦曲质量就好,所产酒的酱香突出,风格典型。酒师认为“看酒必先看曲"即酒的质量先视麦曲的优劣,是有一定道理的。
独特的制曲工艺,与酿制酱香型白酒风味质量有密切关系。正常的成品酒从闻香、口味和留杯香等方面看,都有近似大曲的曲香气味,高温酒曲是形成酱香型白酒的基础。
正宗大曲酱酒采用纯小麦制成,制曲用水为37%。曲块进房后2~3天,品温就可上升到50~55 度。
曲块除颜色变深外,还可闻到甜酒似的香气和酸味。可将这一阶段称为曲的升温升酸期,它对整个制曲过程正常进行极为重要。

升温有利于高温细菌的大量繁殖,并释放较多的热量,给整个制曲过程带来了持续的高温。
从曲块进房后第3~4天,即可闻到浓厚的生酱味(似黄粑的香甜味)。品温升至 55度以上,接近最高温度。进房后第7天,开始第一次翻曲,最高温度可达60 度或 60 度以上。
曲的颜色、酱味进一步变深变浓,只是少数曲块黄白交界边缘部位开始闻到轻微的曲香外,整个来说几乎闻不到曲香,可将这一阶段称为酱香味形成期。
曲块进房后第十四天,开始第二次翻曲。除部分高温曲块外,大部分曲块闻到曲香。第二次翻曲以后,曲块逐渐进入干燥期。曲块一面干燥,一面继续形成香气。
从第一次翻曲到出房时,可总称为曲的酱香形成期。曲的酱味易溶于水,当它形成曲的酱香之后,才易溶于醚。
曲的酱香和酱香型白酒的空杯香在闻香上是一致的。高温曲的酱香对以后形成酒的酱香起着重要作用。
制曲前期形成的酱味,可能很难进入酒中,只有当它形成曲的酱香之后,再经高温堆积、发酵,才能比较容易进入酒中。