感谢关注,这是我原创的第276篇经验分享。
由于工作原因,我经常有机会和各大塑胶厂的老板坐在一起吹牛聊天,分享他们对于市场的看法,也分析最新的技术和产品。
由于我调机经验丰富,也经常作为“排头兵”,活跃在生产一线,帮助解决实际问题。
昨天,接到宁波模具厂吕师傅电话,唐工,有空到我厂里来一下哈,有5副模具要出口的,花了9小时全部试好了,结果对方老板说一句产品不行,又要重新来过了。
我到厂里一看,原来是PVC水管件的冷料斑问题,这个问题可以说是PVC生产中常见的问题了,没掌握到方法,确实不好解决。

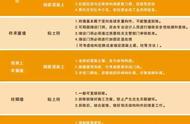
这种PVC的冷料斑问题我处理很多了,一般要从三个点进行解决:
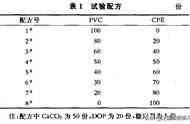
1.原材料
由于价格原因,这种产品的注塑往往需要添加助剂,因此提高原材料的流动性已经助剂之间的相容性极其重要。
一般专业PVC生产的厂家都知道要从专业PVC原料厂进材料,不然的话费多大力气调工艺,调模具都没有用。
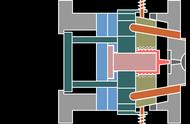
2.模具
这种冷料斑的问题,一定要考虑模具的设计,首先进胶口在能断胶的情况下,宜大不宜小;冷料井的设计必须合理,并且在分流道处建议也使用冷料井,这样能最大程度的解决这个问题。
3.调工艺
工艺上,第一段的注射速度应该越慢越好,尽量把冷料存在料道里,第二步注射速度应略微增加,但也不宜过大,由于PVC的粘度较高,速度过快时,材料易受剪切热影响。
实际操作理论是这么个理论,但是吕师傅说了,材料和模具他认为都没有问题,问题就出在工艺上,他毕竟不是专业做产品的,主要是工艺上的问题,导致了产品验收的不合格。
我帮吕师傅按照以上工艺思路修正了参数,第一段的注射速度只有5-6,第二段的注射速度调到15-20,果然冷料斑的情况消失。
每台注塑机的实际工艺参数略有不同,但是对于这种产品,想要提高成品率,对注塑机的要求会显得略高。
吕师傅感激的不行,毕竟不用再花8-9个小时试模了。
我一直认为,好的注塑机厂家应该帮助客户提升产能,提升利润空间,扩大市场占有率。
这也是我一直在做的事情。
搜索“泰立注塑”,获得更多干货内容,助您产能翻倍,利润翻倍。
,