原理:利用焊条电弧放电所产生的热量将焊条与工件相互熔化并在冷凝后形成焊缝,从而获得牢固接头。
电力行业应用历史悠久、使用最为广泛的一种焊接方法。
主要特点:
- 机动性和灵活性好
所需要的焊接设备简单,焊接场地不受限制,可适用于全位置焊接。
- 焊缝金属性能良好
焊接热输入较低,焊缝金属结晶较致密,其力学性能比其他熔焊高。
- 工艺适应强
可以焊接除活性金属外的大多数金属材料。
钨极惰性气体保护焊
原理:利用非消耗性电极发射电弧产生的热量,将焊丝与待焊工件相互熔化并在冷凝后形成焊缝。
它是目前电力行业安装工程中高温高压管道等焊接的最主要焊接方法。
主要特点:
- 电弧热量集中,可精确控制焊接热输入,焊接热影响区窄;
- 焊接过程不产生熔渣、无飞溅,焊缝表面光洁;
- 焊接过程无烟尘,熔池容易控制,焊缝质量高;
- 焊接工艺适用性强,几乎可以焊接所有的金属材料;
- 焊接参数可精确控制,易于实现焊接过程全自动化。

焊接技巧放送
说了这么多
到底怎样才能焊出完美的焊缝呢?
别着急,接着往下看
↓↓↓
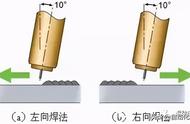
一、选择适宜的运条手法


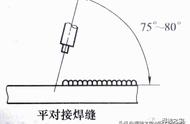
二、操作技术与方法角度
技巧一
单面焊双面成形
在坡口、间隙和钝边合适的情况下,采用锯齿形或月牙形短弧运条法,使焊道前方始终保持一个穿透的熔孔,使坡口两侧母材金属和填充金属共同熔化后均匀地搅拌成熔池,随时调整焊条的倾斜角度,控制熔池上的温度和作用力,使熔孔始终保持同样的尺寸,保证焊缝背面形成均匀美观的焊道。
技巧二
手工钨极氩弧焊应用摇摆滚动焊法
即氩弧焊枪瓷嘴与工件轻微接触,以此为依托,利用瓷嘴的圆弧向前做左右摆动。此种手法尤其适合于不锈钢的焊接,易于控制焊缝宽窄差,提升焊缝质量与表面观感。