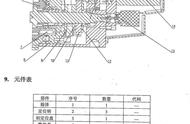
数控车床床身导轨是床鞍、鞍座等移动的导向面,是保证刀具直线运动的关键。卧式车床床身导轨的截面图中,2,6,7为床鞍用导轨,35为尾座用导轨,1,8为压板用导轨。在机床修理工作中,无论大修或日常维修,机床导轨面的修理都占据着一个十分重要的地位。在精度方面,它不但直接影响加工零件的精度,而且往往是其他部件精度检查的基准。同时,在操作机床时导轨机构运动是否轻便,将直接影响操作者的劳动强度,这是机床修理的重点。

数控车床导轨表面本身具有一定的直线度、平行度和接触精度的要求,同时与床身上其他各安装基面也具有一定的平行度、垂直度要求,床身导轨表面粗糙度Ra应达0.8/μm以上,这些精度要求一般都是由磨床来完成。若机床导轨损伤的沟槽深度在5mm以上,采用机械加工方法修复,不但会大大削弱导轨的寿命,而且会引起与导轨配合的各部件间的尺寸链变化,进成机床修理工作的复杂化。划伤沟槽深度在0.3mm以下的导轨,可以采用补焊、粘补、喷涂、镶嵌等修复方法加以修复,并能取得较好效果。

1、数控车床对机床导轨面修理质量的基本要求。机床导轨面在修理后必须达到:机床导轨具有良好的导向精度(即导轨在水平面内和垂直面内的直线度,单个导轨面的扭曲和导轨面间的平行度等),以满足生产工艺或检验标准的要求;运动部件在导轨面上运动的平稳性与灵敏性;导轨面的耐磨性与承载能力;导轨具有良好的接触率及良好的润滑条件等。
2、数控车床导轨面修理的一般原则。

①导轨面修理基准的选择,一般应以本身不可调的装配孔(如主轴孔、丝杠孔等)或不磨损的平面为基准。
②对于不受基准孔或不受结合面限制的床身导轨,一般应选择使整个刮研量最少的面或工艺复杂的面为基准。