原因:
1.工件在钻头钻入力作用下工件会向下移动,钻头钻通后弹回.
2.机床刚性不足.
3.钻头材料不够结实.
4.钻头跳动太大.
5.夹持刚性不够,钻头滑动.

措施:
1.降低切削速度.
2.增加进给量
3.调整冷却方向(内冷)
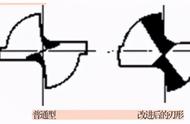
4.增加一倒角
5.检查并调整好钻头的同轴度.
6.检查后角是否合理.
崩刃、破损

原因:
1.钻头的安装振摆,在一个切削刃上的冲击过大造成的。
2.工件的夹紧刚性低,在钻孔切出时发生。
3.进给量过大。
4.切削速度过高。

措施:
1.安装振摆调整为0.02mm以下,使钻头的两个刃在平衡的条件下进行钻削加工。
2.降低进给量,减小钻头切出时的冲击。
3.如果是可转位钻头,更换刀片材质。
积削瘤