编程格式
G75 R(e)
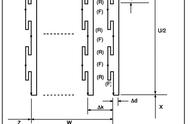
G75 X(U) ... Z(W) ... P(∆i) Q(∆k) R(∆d) F(f)
字母含义1.e —— 回退量(Z向),模态有效,也可以通过参数设定;
2.X(U) —— B 点的 X 坐标(或 A 到 B 的 X 坐标增量);
3.Z(W) —— C 点的 Z 坐标(或 A 到 C 的 Z 坐标增量);
4.∆i —— X 方向的移动量无符号值,方向由系统进行判断,
半径值指定,不支持小数点输入,而已最小设定单位编程;
5.∆k —— Z 方向的每次切深,无符号值,不支持小数点输入,
而已最小设定单位编程;
6.∆d —— 刀具在底部的退刀量,正直指定,但如果X(U)和 ∆i 省略;
就要指定退刀方向的符号;
编程实例 如下图
采用G75进行外径窄槽和宽槽复合加工,设定槽刀宽3mm
程序如下N10 T0101 ; 选择调用01号刀01号刀补(碰左刀尖)
N20 M03 S1000 ; 主轴正转,每分钟1000转
N30 G96 S100 ; 设定恒线速度为100米每分钟
N40 G50 S2000 ; 最高转速限制为每分钟2000转
N50 G0 X34 Z-6 ; 快速定位至循环起点
N60 G75 R0.2 ;G75循环,退刀量为0.2mm
N70 G75 X20 Z-30 P2 Q6 R0 F0.15 ; G75循环割5个3mm的槽
N80 G0 Z-43 ; 快速定位至循环起点
N90 G75 R0.2 ;G75循环,退刀量为0.2mm
N100 G75 X20 Z-52 P2 Q1.5 R0 F0.15 ; G75循环割12mm的槽
N110 G0 X100 Z150 ; 快速退刀
N120 M05 ; 主轴停止
N130 M30 ; 程序停止并返回程序头
,