一、G75指令应用说明:
G75 指令格式
G75 R(e);
G75 X(U)Z(W)P(Δi)Q(Δk)R(Δd)F(f)
e为退刀量;
X为B点的X坐标值;U为B点至C点的增量值;
Z为C点的Z坐标;W为A点至B点的增量值;
Δi为X方向的切削深度(半径值0.001mm);
Δk为Z方向的移动量;
Δd为切削至底部的退刀量;
f为进给速度,Δi和Δk不需要正负号,有关参数说明如下图所示

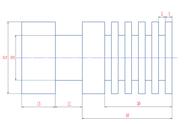
案例:
在一根直径是40的长轴上加工4道槽,槽宽度3毫米,使用3毫米的槽宽,槽间距5毫米。

O0001
T0101
M03 S500
M08
G0 X42.0 Z-10.0
G75 R0.4
G75 X32 Z-25.0 P1000 Q5 F0.08
G0 X100.0 Z100.0
M09
M01
M05
M30

宏程序
O0001
T0101
M03 S500
M08
#100=-10 起始位置
WHILE[#100GE-25]DO1 槽数量循环1
G0 Z[#100] 开始切槽位置
#101=0
WHILE[#101LT5]DO2 切槽循环
G01 U-2.5 F0.08 进刀
G01 U0.5 F0.4退刀
#101=#101 1 切单槽循环累加
END2 切单槽循环结束
G01 X42.5 F0.4 退刀
#100=#100-5 切槽数量循环及位置
END1 槽数量循环结束
G0 X100 Z100 退刀
M09
M01
M05
M30
从此宏程序看,FANUC的G代码G75还是很实用的,比宏程序要简单的多,当然此类车槽也可用子程序模式。
关注我,给你更多数控知识