大家好,我是木子,今天给大家带来,数控车床基础的螺纹车削编程教学,话不多说,上干货
螺纹车削加工指令
一、 螺纹加工方法
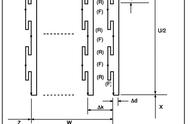
在数控车床上加工螺纹的进刀方式通常有直进法和斜进法,如图所示。直进法使刀具双侧刃切削,切削力较大,一般用于螺距或导程小于3mm的螺纹加工。斜进法使刀具单侧刃切削,切削力较小,一般用于螺距或导程大于3mm的螺纹加工。

加工螺距较大、牙型较深的螺纹时,常采用多次走刀,分层切削的方法进行加工。每次切削深度按递减规律分配,递减规律由数控系统设定,目的是使每次切削面积接近相等。
加工多头螺纹时,首先车好一条螺纹,然后轴向移动一个螺距,再车另一条螺纹。
二、螺纹尺寸的计算
1、螺纹牙型高度

式中 h——牙型实际高度,mm ;
H——牙型理论高度,mm;
P——螺距,mm。
2、螺纹进刀与退刀距离

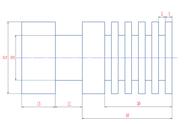
车削螺纹时,为了避免在进给机构加减速过程中切削,应留有一定的升速进刀距离δ1和减速退刀距离δ2 。其数值与进给系统的动态特性、螺纹精度和螺距有关,一般δ1 =2~5 mm,δ2=(1/4~1/2)δ1。刀具实际Z向行程包括螺纹有效长度L,以及升降速段距离δ1和δ2。
三、螺纹车削加工指令
1、G32——单行程螺纹切削
格式:G32 X(U)_ Z(W)_ F_
说明:(1) X、Z——单行程螺纹终点坐标;
U、W——单行程螺纹终点相对于螺纹起点的增量坐标;
F——螺纹导程。
(2)在程序设计时,应将车刀的切入、切出、返回均编入程序中。
(3)当斜角α在45°以下时,螺纹导程以 Z方向指定,45°以上至90°时,以 X轴方向指定。
2、G34——变导程螺纹切削
格式:G34 X(U)_ Z(W)_ F_ K