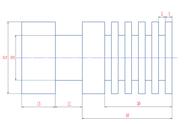
由GB/ T197—2003知:该螺纹大径为Ф mm,取编程大径为Ф29.8 mm。螺纹小径为 d 1 =d-1.0825P =30-1.0825×2=27.835,取编程小径为Ф27.8 mm。
加工程序如下:
G50 X200. Z100.
S300 M03 T0101
G00 X40. Z4.
G92 X29.1 Z-49 . F2.
X28.6
X28.2
X27.9
X27.8
G00 X200. Z100.
M05.
M30.
3、G94——端面切削循环
(1)平端面切削循环
格式:G94 X(U)_ Z(W)_ F_

说明:如图所示,式中 X(U)、Z(W)、F的含义与圆柱面切削循环G90基本相同。
例如:加工如图所示工件的程序为
G94 X18. Z18. F30. 刀具运动轨迹为: A→B→C→D→A
Z14. 刀具运动轨迹为: A→E→F→D→A
Z10. 刀具运动轨迹为: A→G→H→D→A
(2)锥端面切削循环
格式:G94 X(U)_ Z(W)_ R_ F_

说明:如图所示,式中 X(U)、Z(W)、R、F的含义与圆锥面切削循环G90基本相同。
例如:加工如图所示工件的程序为
G94 X20. Z29. R-7. F30. 刀具运动轨迹为: A→B→C→D→A
Z24. 刀具运动轨迹为: A→E→F→D→A
Z19. 刀具运动轨迹为: A→G→H→D→A
二、复合循环
1、G71——外径/内径粗车循环
格式: G71 U(Δd) R(e)
G71 P(ns) Q(nf) U(Δu) W(Δw) F_ S_ T_
N(ns)
……
N(nf)
说明:(1)程序段中各地址符的含义为:
e:回刀时的径向退刀量(由参数设定);
Δd:每次切削深度(沿AA′方向,半径给定);
ns:精加工程序第一程序段顺序号;
nf:精加工程序最后程序段顺序号;
Δu:径向(X轴方向)的精车余量;
Δw:轴向(Z轴方向)的精车余量。
(2)含在G71程序段中的或前面程序段中指定的F、S、T功能有效,包含在ns~nf程序段中的F、S、T功能,只对精车循环有效,对粗车循环无效。

2、G72——端面粗车循环
格式:G72 W(Δd) R(e)
G72 P(ns) Q(nf) U(Δu) W(Δw)F_ S_ T_
N(ns)
……
N(nf)
说明:
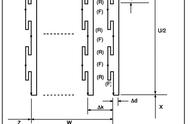
(1)如图所示,该指令是使刀具沿着平行于X轴从外径往轴心方向进行加工端面循环。